
- Yüksek basınçlı bağlama kıvrımlı bağlantılar
- Yöntem #4: Push-connect bağlantısı
- Diğer lehimleme seçenekleri: bakır borular ve çeşitli metallerle çalışma
- Bakır boruların lehimlenmesinin nüansları: nasıl doğru yapılır
- Bakır tel alüminyuma nasıl lehimlenir
- Bakır ve paslanmaz çelik nasıl lehimlenir
- Demir ile bakır lehimleme - mümkün mü
- Bakır ürünleri lehimleme teknolojisi
- Öğeyi gerekli uzunlukta kesin
- Borunun yüzeyine akı uygulayın
- Lehimlemeden önce parçaların bağlanması
- Düşük sıcaklıkta lehimleme sırasında eklem oluşumu
- Yüksek sıcaklıkta lehimlemede dikiş oluşumu
- Bakır boru çeşitleri
- Bakır boruları lehimlemek için gerekenler
- Sarf malzemeleri ve araçlar
- Lehim ve akı
- Brülör
- İlgili malzemeler
- nereye başvurulur
- 3 Bakır borular nasıl lehimlenir?
- Bakır boruların montajı
- Boru hattının bağlantı parçaları ile montajı
- Araçlar ve malzemeler
- Montaj talimatları
Yüksek basınçlı bağlama kıvrımlı bağlantılar
Bağlama kıvrımı teknolojisindeki ve o-ring malzemelerinin geliştirilmesindeki ilerlemeler, yüksek basınçlı sistemlere bağlama kıvrımlarının uygulanmasını mümkün kılmıştır. Ancak, yüksek basınçlı sistemler biraz farklı pres çene konfigürasyonları gerektirir.
360º çift kıvrım tekniği kullanılarak bağlantı düğümünün üretiminin sonucu
Düşük basınç, proses ve tıbbi olmayan sıkıştırılmış gaz hatları için sıkıştırma bağlantılarının yapıştırılmasında tek bir standart altıgen kıvrım şekli kullanılır.
Daha yüksek basınçlı bağlama, bağlantı parçası üzerinde 360° çift kıvrım sağlamak için özel olarak tasarlanmış pres bağlantı parçaları ve sıkıştırma çenelerinin kullanılmasını gerektirir.
Yöntem #4: Push-connect bağlantısı
Push-in montaj yönteminin ayırt edici bir özelliği, kurulum için hiçbir ek alet, brülör, özel yakıt gazları veya elektriğin gerekli olmamasıdır. Push-in montaj, entegre bir elastomer conta ve paslanmaz çelik bir kavrama halkası ile sağlanır.
Her yönden kullanışlı ve çalıştırması oldukça pratik, montajın preslenerek (push-connect) takılarak monte edilmesi yöntemi.
Geçmeli tertibatlar için tipik basınç ve sıcaklık aralıkları tabloda gösterilmiştir:
| Montaj tipi | Basınç aralığı, kPa | Sıcaklık aralığı, ºC |
| Push-in yerleştirme, D = 12,7 – 50,8 mm | 0 – 1375 | eksi 18 / artı 120 |
Bu tür montaj için iki yaygın bağlantı türü vardır. Her iki seçenek de güçlü, güvenilir düğüm düzenekleri oluşturur. Bununla birlikte, bir tip itmeli bağlantı, örneğin sistem bakımı için olduğu gibi kurulumdan sonra montajın kolayca çıkarılmasına izin verirken, diğeri bu konfigürasyonu desteklemez. Bu moment armatürleri birbirinden farklıdır.
Push-in bağlantılar için fiting türleri: solda - katlanabilir tasarım; sağ - ayrılmaz tasarım
Montajı yapmadan önce bakır boru ile tüm hazırlık işlemlerinin yukarıda anlatıldığı gibi yapılması gerekmektedir.
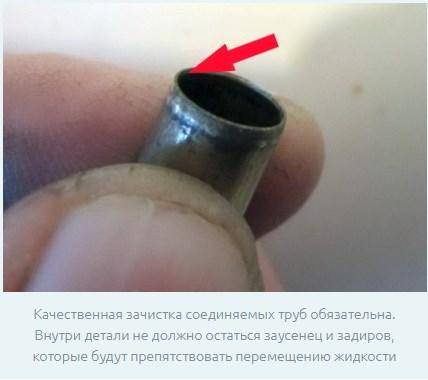
Burada bakır borunun eğimli ucunun zımpara kağıdı, naylon aşındırıcı bez veya hijyenik bez ile temizlenmesine özellikle dikkat edilmelidir. Bu eylemler, yerleştirme sırasında sızdırmazlık contasının bütünlüğünü sağlar. bağlantı gövdesinde bakır boru
Montaj, bağlantı gövdesine yönlendirilen sert bir itme, aynı anda bükme hareketinin gerçekleştirilmesini içerir. Bakır borunun armatür içindeki hareketi, bakır boru armatürün arkasına yaslanana kadar gerçekleştirilir. Bu an genellikle bakırın yüzeyinde önceden yapılmış ekleme derinliği işaretiyle gösterilir.
Bilginin yardımıyla: Cooper
Diğer lehimleme seçenekleri: bakır borular ve çeşitli metallerle çalışma
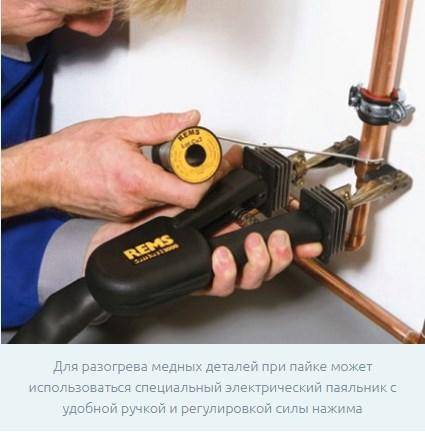
Bakır boruların lehimlenmesi bu tür işlerde biraz tecrübe gerektirir. Bu nedenle, bir ev ustası böyle bir işi ilk kez üstleniyorsa, halihazırda bitmiş su beslemesini veya ısıtma hattını birkaç kez yeniden yapmamak için önceden pratik yapmak faydalı olacaktır. Bakır borular hem sert lehim (bir gaz brülörü kullanılarak) hem de yumuşak alaşımlarla lehimlenebilir. İkinci durumda, bakır borular için yüksek güçlü bir çekiç havya kullanılması uygundur.
 Doğru ve kaliteli lehimleme, bağlantının dayanıklılığının anahtarıdır
Doğru ve kaliteli lehimleme, bağlantının dayanıklılığının anahtarıdır
Bakır boruların lehimlenmesinin nüansları: nasıl doğru yapılır
Bakır boruları lehimlemek için bir eritken olarak reçine kullanmak en iyisidir. Borunun dış yüzeylerine düzgün bir tabaka halinde uygulanır ve üzerine fiting monte edilir. Arka tarafında, karayolunun ikinci kısmı monte edilmiştir. Ardından, bağlantı parçası bir gaz brülörü ile ısıtılır ve dikişler boyunca lehim "takılır".Yüksek sıcaklığın etkisi altında erir, dikişi doldurur ve yüksek kaliteli sıkı bir bağlantı oluşturur.
 Bazen bağlantı parçaları olmadan yapmak zorundasın
Bazen bağlantı parçaları olmadan yapmak zorundasın
Bakır boruları kendi elinizle lehimlemek çok zor değil, ancak bu iş özen ve doğruluk gerektiriyor. Tabii ki, kelimelerle, her şey anlaşılır bir şekilde açıklanamaz, bu yüzden Sevgili Okuyucunun dikkatine, her şeyin daha netleşeceği bir gaz brülörü ile bakırın nasıl lehimleneceğine dair bir video sunuyoruz.
 Bu videoyu YouTube'da izleyin
Bu videoyu YouTube'da izleyin
Bakır boruların evde nasıl lehimleneceği sorusuyla ilgilendikten sonra, bir sonraki soruna, yani aynı olmayan metallerin (alüminyum, demir veya paslanmaz çelik ile bakır) lehimlenmesine geçebilirsiniz.
Bakır tel alüminyuma nasıl lehimlenir
Alüminyumun bakır ile lehimlenmesi oldukça karmaşık bir işlemdir. Aynı lehimin bakır için olduğu gibi alüminyum için pek uygun olmadığı ve bunun tersi olduğu belirtilmelidir. Bu metalleri çelik bir manşon kullanarak eşleştirmek çok daha kolaydır. Bugün üretici bu amaçlar için özel lehimler ve akılar sunsa da, maliyetleri önemlidir, bu da bu tür çalışmaların kârsız olmasına yol açar.

Bütün sorun bakır ve alüminyum arasındaki çatışmada yatmaktadır. Farklı refrakterliğe, yoğunluğa sahiptirler. Ayrıca alüminyum, bakır ile etkileşime girdiğinde güçlü bir şekilde oksitlenmeye başlar. Bu işlem özellikle bağlantıdan bir elektrik akımı geçtiğinde hızlanır. Bu nedenle, gerekirse bakır ve alüminyum tel bağlantıları içinde Alyu Plus kontak macunu bulunan WAGO kendinden kenetlenen klemensleri kullanmak en iyisidir. Oksidi alüminyumdan uzaklaştıran, sonraki görünümünü engelleyen ve bakır iletkenlerle normal teması destekleyen kişidir.









Bakırın alüminyuma nasıl lehimleneceğini anladıktan sonra daha sert metallere geçebilirsiniz.
 Bazen böyle bir bağlantı vazgeçilmezdir
Bazen böyle bir bağlantı vazgeçilmezdir
Bakır ve paslanmaz çelik nasıl lehimlenir
Bakırı paslanmaz çelikle lehimlerken, lehim malzemesinin kendisi bile önemli bir rol oynamaz, ancak kullanılan alet, çoğu sarf malzemelerine bağlı olmasına rağmen. Bu durumda en kabul edilebilir malzemeler:
- bakır-fosfor lehimi;
- kalay gümüşü (Castolin 157);
- radyo mühendisliği
Bazı ustalar, doğru çalışma yaklaşımıyla kalay ve kurşun bazlı en yaygın lehimin bile işe yarayacağını iddia ediyor. Ana şey, akı (boraks, lehim asidi), kapsamlı ısıtma ve ancak bundan sonra lehimleme (lehimleme) zorunlu kullanımıdır.
 Bakır ve paslanmaz çeliğin karmaşık lehimlemesi
Bakır ve paslanmaz çeliğin karmaşık lehimlemesi
Bu tür bileşikler nadirdir ve bu nedenle bu tür amaçlar için özel lehimler oldukça pahalıdır.
Demir ile bakır lehimleme - mümkün mü
Bu seçenek mümkündür, ancak belirli koşullara tabidir. Örneğin, bir ısıtıcı olarak basit bir propan brülörü artık uygun değildir. Oksijenli propan kullanmalısınız. Boraks akı olarak kullanılmalıdır, ancak pirinç lehim görevi görür. Sadece bu durumda normal bir sonuç bekleyebiliriz. Bakır veya paslanmaz çelik ile bakır lehimlemek için lehim satın almak zor değildir. Ana şey, ekstra maliyetlerin haklı olup olmayacağını anlamaktır.
 Bakır ve demir boruların lehimlenmesi de mümkündür
Bakır ve demir boruların lehimlenmesi de mümkündür
Ve şimdi, ev ustalarının çeşitli amaçlarla otoyolların lehimleme boruları üzerinde ne kadar dikkatli çalışabileceklerine bakmayı teklif ediyoruz.
1/5





Bakır ürünleri lehimleme teknolojisi
Alet ve malzemeleri hazırladıktan sonra, aşağıdaki adımlardan oluşan borular lehimlenir:
- boşlukları parçalara ayırmak;
- oksitlerin yağdan arındırılması ve uzaklaştırılması;
- elemanların yerleştirilmesi;
- eklem hattına lehim uygulamak.
Öğeyi gerekli uzunlukta kesin
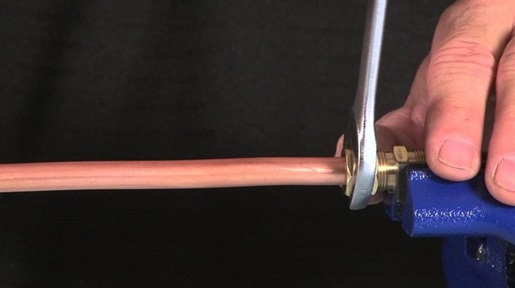
Bakır boruların kaynağı, daha sonra istenen uzunlukta elemanlara kesilen boru hattının işaretlenmesiyle başlar. İşaretlerken, uç genişletildikten sonra boruları bağlamak için gereken uzunluk marjını dikkate almak gerekir. Elde tutulan bir kesme aleti borunun kenetlenmesini sağlar ve ardından iş parçasının dış yüzeyi etrafında bir karbür silindir yuvarlanır. Boru gövdesi kesilirken ayar civatası ile silindire bastırılır, bu da eşit bir kesim yapmanızı sağlar.
Bir demir testeresi ve kesimin dikliğini sağlayan özel bir şablonla boşlukların kesilmesine izin verilir. Keserken, borunun sıkıştırılmasına izin verilmez, çünkü dış yüzeyin ovalliği bağlantının sıkılığını kötüleştirir (lehimle doldurulmayacak boşluktaki bir değişiklik nedeniyle). Ortaya çıkan flaş, zımpara kağıdı ve metal bir fırça ile çıkarılır. Daha sonra kenarlardan biri, artan mukavemete sahip sızdırmaz bir bağlantı oluşturacak bir genişletici ile işlenir.
Borunun yüzeyine akı uygulayın
Bakır boruların kendin yap kaynağı, birleştirilecek parçaların yüzeyinden oksitlerin çıkarılmasını gerektirir. Boşluklar bir yağ giderme maddesi (örneğin aseton) ile silinir ve ardından birleştirilen kenarlara bir reaktif uygulanır. Aktif madde olan akı dozunun artması tavsiye edilmez. ince bir tabaka halinde eşit olarak uygulanır bağlantı alanına. Reaktifi uygulamak için yüzeyde lif bırakmayan bir boya fırçası kullanılır.
Lehimlemeden önce parçaların bağlanması
Akı uygulandıktan sonra borular bağlanır, yüzey yağlandıktan hemen sonra elemanların birleştirilmesi önerilir (toz çökelme riskini azaltmak için). Parçalar birbirine bağlandığında birbirine göre döner, bu da akının dağılmasını sağlar ve sıkı bir uyum sağlar. Derzden sıkılan reaktif kuru bir bezle çıkarılır, malzemenin tahribatı başladığından, demir dışı metallerden yapılmış elemanlar üzerinde akının tutulması yasaktır.
Düşük sıcaklıkta lehimleme sırasında eklem oluşumu

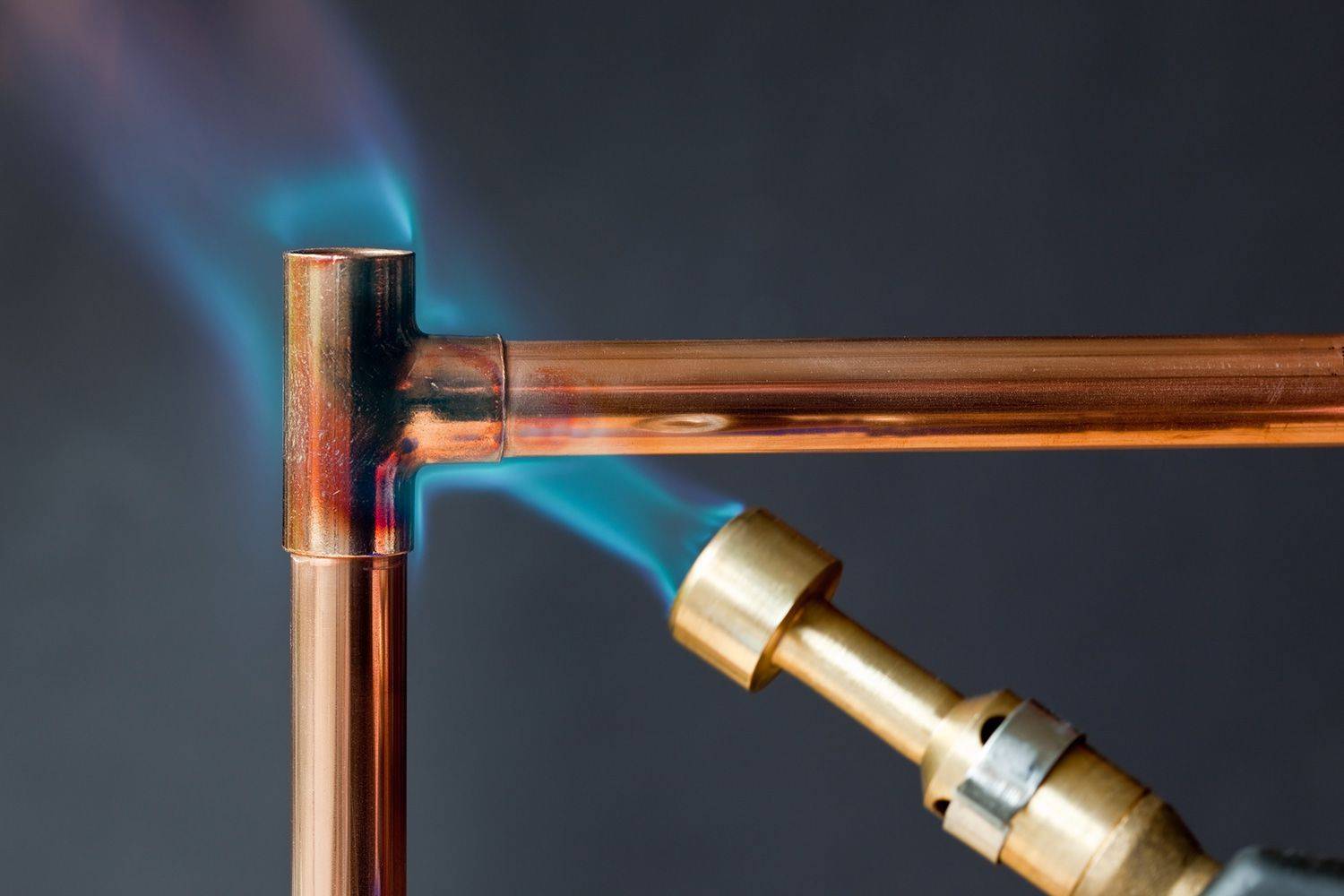
Düşük sıcaklık teknolojisi, bağlantı sırasında yapının daha az ısınması için tasarlanmış bir akı kullanır. Bir gaz brülörlü bakır boruların lehimlenmesi, bağlantı bölgesine bir torç beslemesini sağlar, brülör bağlantı boyunca hareket ederek parçaların eşit şekilde ısıtılmasını sağlar. Daha sonra borular arasındaki boşluğa beslenen bir lehim çubuğu ele alınır. Erimiş metal yüzeylere yayılmaya başlar, brülör yana çekilir, ısıtılan borunun sıcaklığından dolayı lehim eklemi doldurur.










Yüksek sıcaklıkta lehimlemede dikiş oluşumu
Ateşe dayanıklı lehimler kullanıldığında, borular bir brülör tarafından yüksek bir sıcaklığa ısıtılır. Brülör, boru kiraz kırmızısı bir renge (750°C'ye tekabül eden bir sıcaklığa tekabül eden) ısıtılana kadar bağlantı bölgesi boyunca hareket eder. Daha sonra, bir brülör alevi ile önceden ısıtılan lehim, bağlantıya beslenir.
Lehim, ısıtılmış borularla temastan erir ve montaj boşluğunu eşit şekilde doldurur. Malzeme borunun dışında kalacağından fazla lehim uygulanması gerekli değildir.İşlemin bitiminden sonra 2-3 dakika beklemek gerekir, bağlantı sıcaklığı düştükten ve lehim kristalleştikten sonra flux kalıntıları giderilir. Bağlantının ek işlenmesi gerekli değildir.
Bakır boru çeşitleri
Boru hattını üretmeden önce parçaları seçmeniz gerekir. Satın alınan parçalar arasında iki tip vardır:
- Tavsız - düşük süneklik indeksine sahip yüksek mukavemetli elemanlar. İmalattan sonra ek ısıl işleme tabi tutulmazlar.
- Tavlanmış - ek ısıl işlemden geçen elementler. Yaklaşık 700 santigrat derece sıcaklıkta tutulurlar. Malzeme yüksek bir plastisite indeksi kazanır. Ek ısıl işlem sayesinde kritik sıcaklıklara karşı daha dayanıklı hale gelirler.
Bakır boruların et kalınlıkları ve satıldıkları kangalların boyutları farklılık gösterir. GOST'a göre saf bakırdan yapılmalıdır.
Bakır boruları lehimlemek için gerekenler
Kendi elinizle yapmak zor olmayan lehim bakır boruları, pahalı ekipman ve herhangi bir özel malzeme gerektirmez. Doğru şekilde uygulamak için aşağıdaki cihazlara ihtiyacınız olacak.
Lehimin ve bağlanacakları boru bölümünün ısıtılacağı bir brülör. Kural olarak, basıncı bir kaynak redüktörü tarafından düzenlenen böyle bir brülöre propan gazı verilir.
Bakır boruları kesmek için özel alet. Bu metalden yapılan ürünler çok yumuşak olduğu için duvarları kırışmayacak kadar nazikçe kesilmelidir.Modern pazarda, hem işlevselliklerinde hem de teknik yeteneklerinde farklılık gösteren çeşitli modellerin boru kesicileri sunulmaktadır.
Önemli olan bu tür cihazların bireysel modellerinin tasarımı, ulaşılması zor yerlerde çalışmak için bile kullanılmalarına izin verir.
Bir boru genişletici, daha iyi lehimlemek için gerekli olan bir bakır borunun çapını genişletmenize izin veren bir cihazdır. Bakır borulardan monte edilen çeşitli sistemlerde, aynı bölümdeki elemanlar kullanılır ve bunları kalitatif olarak bağlamak için bağlı elemanlardan birinin çapını biraz arttırmak gerekir. Boru genişletici gibi bir cihazın çözdüğü bu problemdir.
Boru genişletici gibi bir cihazın çözdüğü bu problemdir.
Bakır boru ağız açma kiti
Bakır boruların uçlarını pah kırmak için cihaz. Düzeltmeden sonra, parçaların uçlarında yüksek kaliteli ve güvenilir bir bağlantı elde edilmesini engelleyebilecek çapaklar kalır. Bunları çıkarmak ve boruların uçlarına gerekli konfigürasyonu vermek için lehimlemeden önce bir pah kullanılır. Bugün piyasada iki ana tip pah kırma cihazı vardır: yuvarlak bir gövdeye yerleştirilmiş ve kurşun kalem şeklinde yapılmış. Kullanımı daha uygun, ancak aynı zamanda daha pahalı, çapı 36 mm'den fazla olmayan yumuşak bakır boruları işleyebilen yuvarlak cihazlardır.
Bakır boruları lehimlemeye uygun şekilde hazırlamak için, yüzeylerinden tüm safsızlıkları ve oksitleri çıkarmak gerekir. Bu amaçlar için kılları çelik telden yapılmış fırçalar ve fırçalar kullanılır.
Bakır boruların lehimlenmesi genellikle yüksek ve düşük sıcaklıkta olabilen sert lehim ile yapılır. Yüksek sıcaklıkta lehim, bileşiminde yaklaşık %6 fosfor içeren bir bakır teldir. Böyle bir tel 700 derecelik bir sıcaklıkta erir, düşük sıcaklık tipi (kalay tel) için ise 350 derece yeterlidir.
Bakır boruların lehimlenmesi teknolojisi, koruyucu bir işlev gören özel akı ve macunların kullanılmasını içerir. Bu tür akışlar, yalnızca oluşturulan dikişi içindeki hava kabarcıklarının oluşumundan korumakla kalmaz, aynı zamanda lehimin boru malzemesine yapışmasını da önemli ölçüde iyileştirir.
Her atölyede veya garajda bulunabilen bakır boruları lehimlemek için flux, lehim ve diğer temel unsurlara ek olarak ek aletlere ihtiyaç duyulacaktır. Bakır ürünleri lehimlemek veya kaynaklamak için ayrıca şunları hazırlayın:
- normal işaretleyici;
- rulet;
- bina seviyesi;
- sert kıllara sahip küçük bir fırça;
- bir çekiç.
Çalışmaya başlamadan önce karar vermek de önemlidir. bakır nasıl lehimlenir borular. İki ana seçenek olabilir: bakır lehimleme (daha az yaygın olarak kullanılır) ve yumuşak lehim kullanma. Bu sorunu çözerken, bir veya başka tür lehim kullanımı için gereklilikler olduğu gerçeğinden yola çıkmak önemlidir.
Bu nedenle, soğutma ünitelerinin ve klimaların lehimleme elemanları için sert lehimler kullanılır. Diğer tüm durumlarda (su temini sistemleri, ısıtma sistemleri vb.), kalay tel kullanılabilir. Ancak hangi teknoloji seçilirse seçilsin, akışın her durumda gerekli olduğu unutulmamalıdır.
Bu sorunu çözerken, bir veya başka tür lehim kullanımı için gereklilikler olduğu gerçeğinden yola çıkmak önemlidir. Bu nedenle, soğutma ünitelerinin ve klimaların lehimleme elemanları için sert lehimler kullanılır.
Diğer tüm durumlarda (su temini sistemleri, ısıtma sistemleri vb.), kalay tel kullanılabilir. Ancak hangi teknoloji seçilirse seçilsin, akışın her durumda gerekli olduğu unutulmamalıdır.

Lehimlemeden önce bakır borunun iç yüzeyini sıyırmak için fırçalar
Sarf malzemeleri ve araçlar
Borulara ve bağlantı parçalarına ek olarak, lehimleme için bir meşale, lehim ve eritkene de ihtiyacınız olacak. Ve ayrıca bir boru bükücü ve işe başlamadan önce işlenmesi için birkaç ilgili küçük şey.










Bağlantı parçalarını içeriden çıkarmak için fırça
Lehim ve akı
Her türlü bakır boruların lehimlenmesi, akı ve lehim yardımı ile gerçekleşir. Lehim, genellikle belirli bir erime noktasına sahip, ancak mutlaka bakırdan daha düşük olan kalay bazlı bir alaşımdır. Lehimleme bölgesine beslenir, sıvı hale ısıtılır ve bağlantıya akar. Soğuduktan sonra sıkı ve dayanıklı bir bağlantı sağlar.
Bakır boruların kendi ellerinizle amatör lehimlenmesi için, gümüş, bizmut, antimon ve bakır ilaveli kalay bazlı lehimler uygundur. Gümüş ilaveli bileşikler en iyisi olarak kabul edilir, ancak bunlar bakır katkılı en pahalı, optimal olanlardır. Kurşun ilavesi de vardır, ancak sıhhi tesisatta kullanılmamalıdır. Tüm bu lehim türleri, iyi dikiş kalitesi ve kolay lehimleme sağlar.

Flux ve lehim temel sarf malzemeleridir
Yumuşak lehim küçük makaralarda satılır, sert lehim paketler halinde, parçalar halinde satılır.
Lehimlemeden önce, eklem akı ile işlenir.Akı, erimiş lehimin bir bağlantıya akmasına neden olan sıvı veya macun benzeri bir maddedir. Burada seçilecek özel bir şey yok: bakır için herhangi bir akı yapacak. Ayrıca, akıyı uygulamak için küçük bir fırçaya ihtiyacınız olacak. Daha iyi - doğal kıllarla.
Brülör
Yumuşak lehimle çalışmak için tek kullanımlık gaz şişesine sahip küçük bir el feneri satın alabilirsiniz. Bu silindirler tutamağa bağlıdır, 200 ml hacme sahiptir. Minyatür boyutuna rağmen, alev sıcaklığı 1100°C ve daha yüksektir, bu da yumuşak lehimi eritmek için fazlasıyla yeterlidir.
Dikkat etmeniz gereken şey piezo ateşlemenin varlığıdır. Bu işlev gereksiz değildir - çalışması daha kolay olacaktır
Manuel bir gaz brülörünün kolunda bir valf bulunur. Alevin uzunluğunu (gaz kaynağının yoğunluğunu) düzenler. Brülörün söndürülmesi gerektiğinde aynı valf gazı kapatır. Güvenlik, alev olmadığında gaz beslemesini kapatacak olan bir çek valf ile sağlanır.

Bakır boruları lehimlemek için el feneri
Bazı modellerde alev deflektörü bulunur. Alevin dağılmasına izin vermez, lehim bölgesinde daha yüksek bir sıcaklık oluşturur. Bu sayede reflektörlü brülör, en uygunsuz yerlerde çalışmanıza izin verir.
Ev tipi ve yarı profesyonel modellerde çalışırken, plastiğin erimemesi için üniteyi aşırı ısıtmamaya dikkat etmelisiniz. Bu nedenle, bir seferde çok fazla lehim yapmaya değmez - ekipmanın soğumasına izin vermek ve bir sonraki bağlantıyı şu anda hazırlamak daha iyidir.
İlgili malzemeler
Bakır boruları kesmek için bir boru kesiciye veya metal bıçaklı bir demir testeresine ihtiyacınız vardır. Kesim, bir boru kesici sağlayan kesinlikle dikey olmalıdır.Ve bir demir testeresi ile düzgün bir kesimi garanti etmek için sıradan bir marangozluk gönye kutusu kullanabilirsiniz.

boru kesici
Boruları hazırlarken temizlenmeleri gerekir. Bunu yapmak için özel metal fırçalar ve fırçalar vardır (iç yüzeyi temizlemek için), ancak orta ve ince taneli zımpara kağıdı ile yapabilirsiniz.
Kesiklerdeki çapakları gidermek için pah makineleri vardır. Çalıştıkları boru, bağlantı parçasına daha iyi uyuyor - soketi, dış çaptan yalnızca bir milimetrenin küçük bir kısmı daha büyük. Yani en ufak bir sapma zorluklara yol açar. Ancak, prensip olarak, zımpara kağıdı ile her şey ortadan kaldırılabilir. Sadece daha fazla zaman alacak.
Ayrıca koruyucu gözlük ve eldiven bulundurmanız da tavsiye edilir. Çoğu ev işçisi bu güvenlik özelliklerini ihmal eder, ancak yanıklar çok can sıkıcıdır. Bakır boruların lehimlenmesi için gerekli tüm malzeme ve aletler bunlardır.
nereye başvurulur
Sert lehimlerle lehimleme, yapıldığında, ürünlerin ortak alanının 450 derece veya daha yüksek sıcaklıklara ısıtılması gerektiği gerçeğiyle dikkat çekicidir.
Bu tür lehimlere refrakter denir ve onların yardımıyla elde edilen bağlantı, güçlü termal ısıtma ile bile mukavemet özelliklerini korur.
 Sert lehimlemeden farklı olarak, yumuşak lehimleme, çok daha düşük ısıda (yaklaşık 200-300 ℃) güvenilir yapışma sağlayan düşük sıcaklıkta sarf malzemelerinin kullanımını içerir.
Sert lehimlemeden farklı olarak, yumuşak lehimleme, çok daha düşük ısıda (yaklaşık 200-300 ℃) güvenilir yapışma sağlayan düşük sıcaklıkta sarf malzemelerinin kullanımını içerir.
Kural olarak, normal sıcaklık koşullarında çalıştırılan ürünleri lehimlerken kullanılırlar ve güçlü ısıtma ile temasın korunmasını garanti etmezler.
Sert lehimlerin olanakları, mukavemet özellikleri açısından kaynak ve düşük sıcaklıkta lehimleme arasında bir ara konum işgal eden bir dikiş elde etmenin gerekli olduğu alanlarda yaygın olarak kullanılmaktadır.
Aynı zamanda, işlemden sonra orijinal özelliklerini kaybetmemesi gereken temas bölgesindeki malzemelerin yapısının korunmasına özel önem verilir. Karbür mafsallar en çok aşağıdaki durumlarda talep edilir:
Karbür mafsallar en çok aşağıdaki durumlarda talep edilir:
- metal kesme aletlerinin üretimi, sert alaşımlı işleme kesici uçlara sahip kesiciler;
- demir dışı metaller ve paslanmaz çelikten yapılmış kap ve kapların imalatında;
- araba tamirhanelerinde (radyatörleri ve bireysel şanzıman elemanlarını tamir ederken) ve ayrıca kaynak kullanımının son derece istenmeyen olduğu yerlerde;
- soğutma ve ısı değişim ekipmanlarına takılan ve “kritik” sıcaklıklar veya yüksek basınç altında çalışan sert bakır alaşımlarından yapılmış boruları kurarken ve onarırken;
- çalışma sırasında artan yüklere ve elastik deformasyonlara maruz kalan ince duvarlı nesnelerin ve parçaların güvenilir ve dayanıklı bağlantısı için.

Sert lehimleme teknolojisinin kullanılması, ortaya çıkan eklemin gerekli gücünü ve aşırı ısınmaya karşı direncini sağlar. Ayrıca çalışma sırasında yüksek sıcaklıklara maruz kalan bakır veya pirinç ürünlerin tamirinde karbür yöntemleri kullanılmaktadır.








Yukarıda açıklanan sert lehim malzemelerinden farklı olarak, yumuşak lehim uygulamaları normal çalışma koşullarıyla sınırlıdır.Bu yöntem çoğunlukla, aşırı ısı ve deformasyona maruz kalmayan eriyebilir malzemelerden yapılmış ürünlerin ve parçaların güvenilir bir şekilde bağlanması gerektiğinde kullanılır.
Yaygın hale gelen kalay-kurşun lehimleme bileşimleri, özellikle parçaların “yumuşak” eklemlenmesiyle popülerdir.
3 Bakır borular nasıl lehimlenir?
Bakır ürünlerden yapılmış bir boru hattının kurulum şeması çok basittir:
Bir boru kesici kullanarak, boruyu ihtiyacımız olan uzunlukta kesiyoruz (en düzgün kenarı elde etmek için kesme cihazına dik olarak yerleştirilmelidir).
Çelik kıllı bir fırça ile borudaki çapakları giderir ve bir fırça ile yüzeylerini temizleriz
Lütfen dikkat - bu işleri ince taneli zımpara kağıdı kullanarak yapmak kesinlikle yasaktır, çünkü küçük parçacıkları bakır yüzeyinde kalacak ve yapışma seviyesini azaltacaktır.
Boru şeklindeki ürünün ikinci parçasını, her iki segment birbirine serbestçe girecek şekilde gerekli bölüme genişletiyoruz (bu durumda küçük bir boşluk da kalmalıdır).
(Aynı cihazları) kirden temizliyoruz ve genişletilmiş ürünün kenarını pürüzlendiriyoruz.
Daha küçük kesitli bir boruya akı uygularız ve yüzeye bir fırça ile dağıtırız. Çok fazla akı uygulamak (veya eşit olmayan bir şekilde dağıtmak) imkansızdır, çünkü ısıtıldığında lehim boru hattının içine girebilir ve orada donmuş damlalar oluşturabilir, bu da sistemin çalışması sırasında su hareket ederken gürültüye neden olur.

Bundan sonra boruları bağlayabilirsiniz (bunları bire bir yerleştirin).Aynı zamanda lehimin boruya yapışmasını önlemek için fazla akıyı nemli bir bezle çıkarmak gerekir. Prosedürdeki bir sonraki adım, elde edilen bileşiği ısıtmaktır. Akının gümüş rengine döndüğü anda ortak ısıtma işlemi sonlandırılır.
Daha sonra, brülörden ısı olmadan ısıtılmış boru malzemesinden (herkes bakırın yüksek termal iletkenliğini bilir) eriyen lehim eklemine getirilir. Kılcal fenomen nedeniyle lehim, bağlı elemanlar arasına nüfuz eder. Boru şeklindeki ürünün yüzeyinde lehim damlacıkları göründüğünde lehimleme tamamlanır.

Bundan sonra, boruların birleşim yeri soğumalıdır. Soğutma sırasında sisteme mekanik bir etki yapamazsınız ve süreci hızlandırmaya çalışamazsınız. soğuk hava beslemesi. Lehimlemenin son aşamasında soğutulan bağlantı, suya batırılmış bir bezle silinir. Bu, lehim ve flux kalıntıları içermeyen boru hattının düzgün bir görünümünü sağlayacaktır.
Bakır boruların montajı
Sıhhi tesisat sistemlerini kendi ellerinizle kurma sürecinde, bakır boruları diğer malzemelerden yapılmış ürünlerle bağlamak genellikle gerekli hale gelir. Isıtma sistemlerinde, soğuk ve sıcak su temini, çelik, plastik ve pirinç içeren bakır bileşikleri, korozyon işlemlerinin meydana gelmesi açısından güvenlidir. Ancak bakırın galvanizli çelikle teması, galvanizli borular için tehlikelidir ve elektrolitik işlemler nedeniyle tahribata yol açar. Boru hattının arızalanmaması için bağlantının yapılması ve çelikten bakıra su akışının yönünün sağlanması gerekmektedir.
Çalışmaya başlamadan önce, bir ısıtma sistemine bakır boruların döşenmesi veya sıcak veya soğuk su sağlanması için bir alet hazırlamak gerekir.Bunu yapmak için ihtiyacınız olacak: bir boru kesici veya metal için bir demir testeresi, bir dosya veya bir kazıyıcı, karmaşık konfigürasyon bölümlerinin varlığında - bir boru bükücü, gaz brülörü veya sıcak hava tabancası.
Bakır boru kendin yap, önceden hesaplanmış uzunluktaki bölümlerle başlar. Daha sonra borunun dış ve iç kısımlarındaki çapakları almak, gerekirse kesimi hizalamak gerekir. Boru bükücünün kullanılması, borunun düzleşmesini ve bu yerlerde boru hattının performansının düşmesine neden olabilecek kırışıklıkların oluşmasını önleyecektir.
Boru çapları 15 mm'yi geçmiyorsa bükülme yarıçapları en az 3,5 çap, 15 mm'den fazla ise dört çap olmalıdır. Elle bükerken, yalnızca 8 çapa eşit bir yarıçapla yüksek kaliteli bir büküm elde edilebilir.
Korozyona karşı dirençlerine rağmen, üretim teknolojisi ihlalleri, yanlış lehimleme ve aşındırıcı kapanımlarla ciddi su kirliliği nedeniyle bakır borular çok tehlikeli oyuk korozyonuna maruz kalabilir. Oksit filmin yok olduğu yerlerde boru paslanır. Bu süreçten kaçınmanın bir yolu, su temini ve ısıtma boru hatlarına filtre takmaktır.
Modern inşaat pazarında, bakır borular, benzersiz performansları nedeniyle, yüksek maliyetlerine rağmen çelik, plastik ve metal-plastik ürünlerle oldukça başarılı bir şekilde rekabet etmektedir.
Polimer boruların giderek daha sık kullanılmasına rağmen, metal ürünler hala büyük bir başarıdır. Metal olarak genellikle bakır, pirinç ve çelik kullanılır.Korozyona ve yüksek sıcaklıklara karşı direnç açısından daha iyisi için bakır ayırt edilir. Aslında, bakır boruların bağlantısı hakkında ve bu makalede tartışılacaktır.
Bakır boruların yüksek maliyetleri ile ayırt edilmesine rağmen, malzemenin tüm özellikleri göz önüne alındığında, kullanımları oldukça haklıdır.
Her şeyden önce, bakır boruları bağlamadan önce, lehimleme veya başka şekilde nasıl bağlanacağına karar vermeye değer.
Boru hattının bağlantı parçaları ile montajı
Bakır boruların bağlantı parçaları ile bağlantısı, yalnızca muayene için erişilebilir yerlerde gerçekleştirilir. Bu kural, bağlantının tamamen kapatılmaması ve zamanla sızıntıların oluşması gerçeğinden kaynaklanmaktadır.
Dişli bağlantının avantajı, gerekirse, ortaya çıkan bağlantı çıkarılabilir olduğundan, onarımların ek çaba sarf edilmeden yapılabilmesidir.
Araçlar ve malzemeler
Boru hattını monte etmek için aşağıdaki malzemelere ve araçlara ihtiyacınız olacak:
- uygun çapta bakır borular;
- kıvrım veya pres bağlantı parçalarının bağlanması;

Boru Montajı için Özel Cihazlar
Bağlantı parçalarının türleri ve sayısı, boru hattı şemasına göre seçilir.
- boru kesici veya demir testeresi;
- bakır borular için boru bükücü. Cihaz, sistemin gücünü artıran daha az bağlantıya sahip bir boru hattı düzenlemek için kullanılır;
- boruları kestikten sonra işlemek için dosya (birleştirmeden önce). Ek olarak, ince zımpara kağıdı kullanabilirsiniz;
- Dişleri sızdırmaz hale getirmek için FUM bandı. FUM bandına ek olarak, keten ipliği, Tangit Unilok ipliği veya başka herhangi bir sızdırmazlık malzemesi de kullanabilirsiniz;
- İngiliz anahtarı.
Montaj talimatları
Bağlantı parçaları kullanılarak bir bakır boru hattının kendin yap montajı aşağıdaki şekilde gerçekleştirilir:
- boru hattı için kesme boruları. Her bir borunun uzunluğu, sistemin geliştirilmesi sırasında hazırlanan şemaya tam olarak uymalıdır;
- yalıtım tabakasının çıkarılması. Herhangi bir amaç için donanımlı bir boru hattı sistemi için yalıtımlı borular kullanılıyorsa, güçlü bir bağlantı için yalıtım tabakası kaldırılır. Bunun için bıçakla istenilen kısım kesilir ve boru temizlenir;
- Kesilen kenar, pürüzsüz bir yüzey elde edilene kadar bir dosya, zımpara kağıdı ile işlenir. Borunun ucunda çapaklar, çukurlar veya diğer düzensizlikler kalırsa, bağlantı daha az hava geçirmez olacaktır;

Bağlantı parçasına bağlamadan önce borunun soyulması
- gerekirse borular bükülür;
- hazırlanan boruya bir rakor somunu ve bir sıkıştırma halkası konur;

Bağlantı için bağlantı elemanlarının montajı
- boru bağlantı parçasına bağlanır. İlk olarak sıkma elle ve daha sonra bir anahtarla yapılır. Sıkma sırasında yüksük, bağlantıyı tamamen kapatarak ek sızdırmazlık maddesi ihtiyacını ortadan kaldırır. Bununla birlikte, bakır bir boruyu farklı bir malzemeden yapılmış bir boruya veya bağlantı parçasına bağlarken, FUM bant ile ek sızdırmazlık gereklidir.
Montaj sabitleme
Yumuşak bakır kolayca deforme olduğundan dişleri aşırı sıkmamak önemlidir.



