
- İşe hazırlık
- Metal-plastik boruların montajı
- Aletler
- Sıkıştırma bağlantısı
- Basın bağlantısı
- İtmeli bağlantı
- duvara montaj
- Montaj sınıflandırması
- Basmadan önce hazırlık çalışması
- Kullanım için talimatlar
- Sıkma işlemi
- Kızarma ve presleme nedir
- Metal plastik boruların kendin yap montajı
- Apartman binalarında testler
İşe hazırlık
Tüm ölçüm ekipmanı, lisanslı bir test laboratuvarı tarafından önceden doğrulanmalıdır. Hidrolik güç paketi, bir test basınç manifoldu aracılığıyla basınç hattına bağlanır. Kolektörde bir tahliye vanası ve bir basınç göstergesi bulunur. Basınç göstergeleri, basınç hattının sonuna ve başına takılır.
Boruların basınç testinden önce tüm vanalar ve kapılar kapatılmalıdır.
Boru hattının basınç testi için hazırlık aşağıdaki adımları içerir:
- Devrenin çalışma sıvısı ile doldurulması;
- Orada test basıncına eşit bir basınç oluşana kadar hattın doldurulması;
- Otoyolun istenilen bölümüne test alet ve ekipmanlarının bağlanması.
Metal-plastik boruların montajı
Metal-plastikten yapılmış bir boru hattının montajı birkaç aşamadan oluşur:
- Malzemelerin, araçların hazırlanması.
- Bağlantıların montajı.
- Bitmiş boru hattının test edilmesi.
Tüm derz tipleri için malzeme hazırlığı aynıdır. Borular projeye göre kesilmelidir. Ölçüm yaparken, bağlantı parçası için uzunluk örtüşmesini dikkate alın.

Metal-plastik rulo halinde satıldığı için montajdan önce boru düz bir zeminde yuvarlanarak malzeme düzeltilmelidir. İlk olarak, boru birkaç kat paçavraya sarılmalıdır.
Aletler
Metal-plastik iletişimin kurulumu için bir dizi araç, boru hattının parçalarını bağlamak için hangi bağlantı parçalarının kullanıldığına bağlıdır.
Metal-polimer borulardan bir boru hattı monte etmek için şunlara sahip olmalısınız:
- malzemeyi kesmek için boru kesici veya demir testeresi;
- kalibratör - boruyu genişletmek ve daireye ideal oranlar vermek için;
- pah - pah kırma için;
- borunun kenarlarını temizlemek için zımpara kağıdı;
- ayarlanabilir (veya anahtarlar) anahtarlar;
- bazı bağlantı türleri için pres maşası;
- bina saç kurutma makinesi veya kum gibi bükme cihazı.
Makasla kesmek tercih edilir, ancak demir testeresi veya keskin bir bıçak da kullanabilirsiniz.
Kenarlar bağlantıya hazır hale getirildikten sonra boru bağlantı parçasına geçirilir. Metal-plastik boruları birbirine bağlayan veya başka bir malzemeye geçiş yapan birkaç tip vardır:
- sıkıştırma parçaları;
- basın bağlantısı;
- uygun itin.
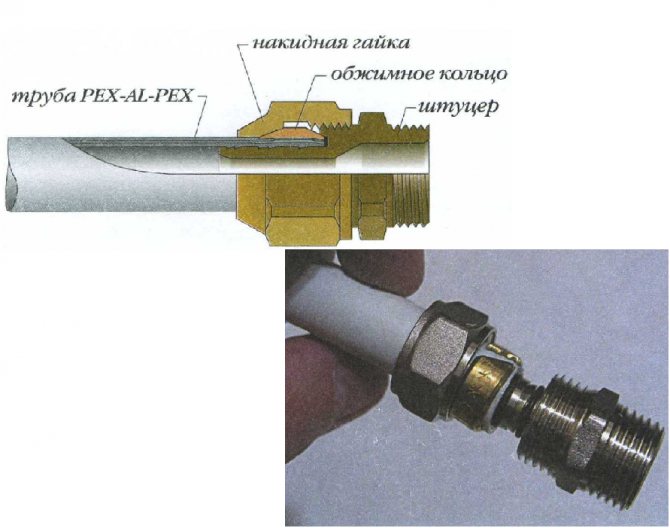
Sıkıştırma bağlantısı
Metal-plastik boruların sıkıştırma fitingleri kullanılarak bağlanması yaygın ve kendiliğinden montaj için uygun maliyetlidir. Bu tür düğümler demonte edilebilir ve yeniden birleştirilebilir. Kurulum için 2 anahtara ihtiyacınız olacak.
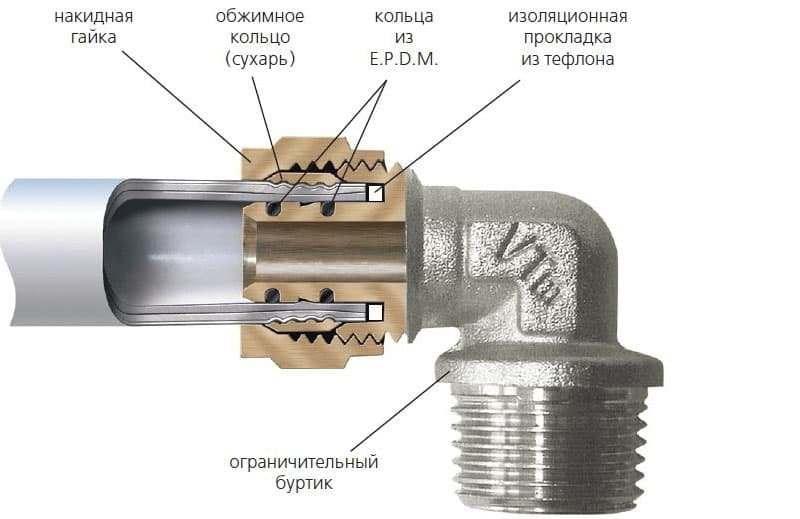
Kurulum algoritması:
- Armatür bükülmez ve demontedir. Borunun ucuna bir somun ve bir yüksük konur.
- Borunun içi ve kauçuk contalı fitingin ucu, hizalama işlemini kolaylaştırmak için kalın sabunlu köpük ile yağlanmıştır. Aynı amaçla, iç çap bir kalibratör ile önceden genişletilir. Bu tür önlemler kauçuk contaların yerinden çıkmasını önleyecektir.
- Bağlantı parçasına bağlantı yerleştirilir, halka yerinden çıkar ve somun sıkılır. Büküm işlemi iki tuş kullanılarak gerçekleştirilir.
Ortaya çıkan bağlantı, sızıntı durumunda periyodik kontrol ve somunun sıkılmasını gerektirir.
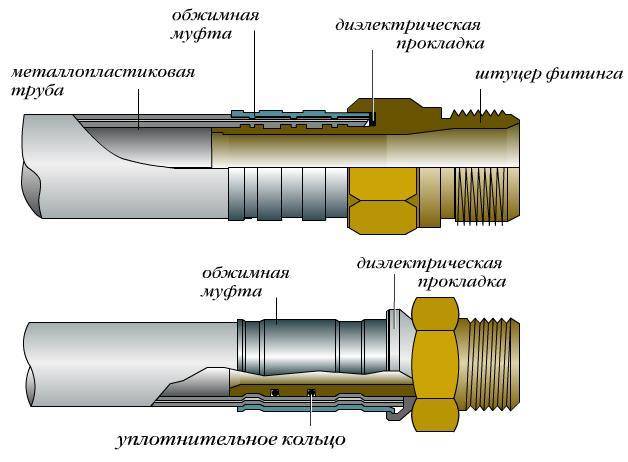
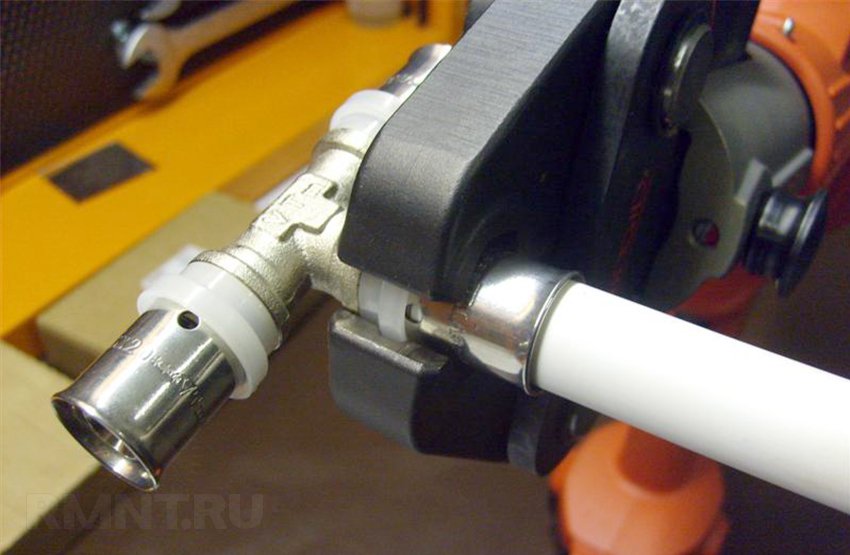
Basın bağlantısı
Sıkma bağlantısı, pres bağlantı parçaları ve bir pres aleti (manuel veya elektrikli) kullanılarak monte edilir.
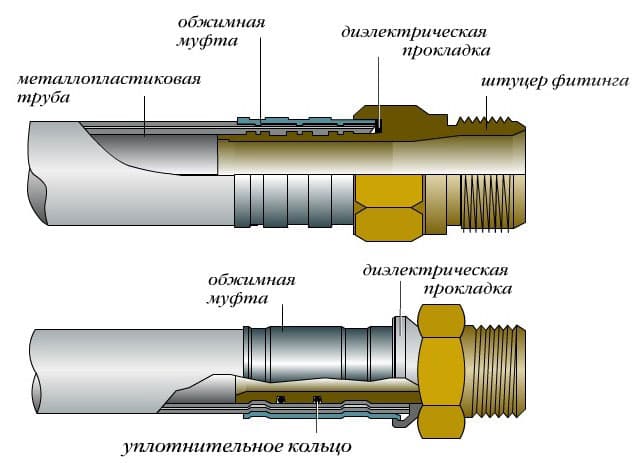
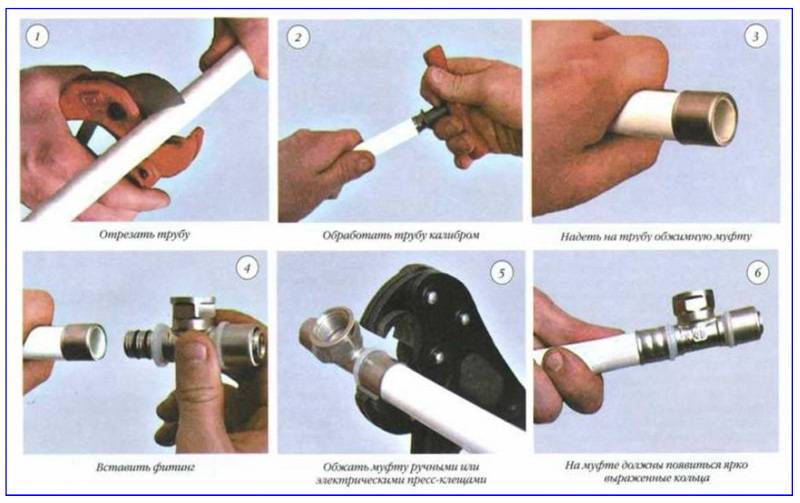
Montaj şeması:
- Hazırlık: kesim işlenir ve temizlenir. Pres bağlantısı demonte edilir ve bütünlük ve contaların varlığı açısından kontrol edilir, ardından yeniden monte edilir.
- Bağlantı için kenar, kontrol penceresine bağlantı parçasına konur.
- Manşon pres maşası ile bastırılır, alet tutamakları durma noktasına kadar küçültülür.
- Bağlantı fitinginin diğer ucundaki işlemleri tekrarlayın.
Ortaya çıkan bağlantı 50 yıla kadar hizmet edebilir, ancak ayrılamaz.







İtmeli bağlantı
İtmeli bağlantı parçaları, plastik boruları bağlamak için en pahalı elemanlardır. Ancak kullanımları herhangi bir alet ve beceri gerektirmez, güvenilir ve dayanıklıdır.

Hazırlanan boru, kontrol deliğine kadar bastırarak geçirilir. Ardından, tüm yapı monte edilir. Eylemi altında, bağlantının bir iç kama ile sabitlendiği bir deneme akışı başlatılır.
duvara montaj

Metal-plastik ürünlerin zayıf noktası, alüminyum tabakasının ince olması nedeniyle mekanik hasara karşı düşük direncidir.
Büyük bir bükülme yarıçapı veya sabit basınçlar ile boru deforme olur.Bu durumda, boru hattının sağlam bir tabana - duvar, tavan veya kaide altına - sabitlenmesi önerilir. Bunu yapmak için sabitleme elemanı duvara sabitlenir:
- klipler;
- destekler;
- kolyeler.
Sabitleme ve sabitleme işlemi basit bir şekilde gerçekleşir:
- destek duvara sabitlenir, sabit bir konumda sabitlenir;
- boru, genişleme mekanizması ile klipsin içine sokulur. Klip sağırsa, önce bir boru yerleştirilir ve ardından tüm yapı duvara yapıştırılır.
Montaj sınıflandırması
Çeşitli sıkıştırma parçaları.
- köşeler ve kıvrımlar (45 dereceden dönüşleri bağlarken kullanılır);
- haçlar (iki tarafta dallanmaya yardımcı olur);
- tees (tek yönlü dal için kullanılır);
- tapalar (borunun ucuna sabitlemek için kullanılır);
- kaplinler (aynı çap ve yöndeki boruların yardımıyla bağlanır);
- bağlantı parçaları (gerekirse bir hortumla bağlantı).
Aynı çaptaki boruları bağlamak için kullanılan fitinglere düz fitingler, farklı çaplardaki boruları sabitlemek için kullanılanlara geçiş fitingleri denir.
İnşaat pazarında çok çeşitli dökme demir, çelik, pirinç veya bakır bağlantı parçaları bulunmaktadır.
Dökme demir gelince, güç ve dayanıklılık gibi niteliklerle ayırt edilirler. Dökme demir bağlantı parçaları, çelik kaplinler gibi diğer bağlantı ürünlerine göre önemli bir avantaja sahiptir. Dökme demir elemanların diğer bir olumlu özelliği, olumsuz çevresel etkilere karşı yüksek direnç ve çok yönlülüğü içerir.
Çelik bağlantı parçaları bugün modern endüstride vazgeçilmezdir. Daha yakın zamanlarda, boru hattının yolundaki engeller boruyu bükerek baypas edilebilirdi.Bugün gerek yok
Çelik ürünleri kullanan boru hattının montajı ve sökülmesi kolaydır, bu da önemlidir
Basmadan önce hazırlık çalışması
Gaz borusunun kontrol basınç testine başlamadan önce yapılması gereken işlemler, standart güvenlik yönetmeliklerine göre geliştirilmiş iş güvenliği talimatlarına uygun olarak yapılır. gaz tehlikeli iş yapmak.
Hazırlık şunları içerir:
Gaz boru hattı şeması
- proje belgelerindeki şemalarda belirtilen rota ile gerçek yeraltı iletişim döşemesinin uzlaştırılması;
- gerekli fişleri, enstrümantasyonları ve regülatörleri bağlamak için yerler seçilir;
- kompresör ünitesinin bağlantı noktası belirlenir.
Bu olaya dahil olan tüm mühendisler ve işçiler, iş güvenliği konusunda yeniden eğitilmeli ve iş yapma prosedürüne aşina olmalıdır.
Kullanım için talimatlar
Seçtiğiniz kurulum ve ekipman türü ne olursa olsun, hazırlık çalışmaları için genel bir prosedür vardır. Bu kurallar, boru hattının düzenlenmesini kolaylaştıracak ve yürütülmesi için arzu edilir:
- bir boru yerleşim planı hazırlamanız gerekir, bu malzeme ve kaplin miktarını hesaplamanıza yardımcı olacaktır;
- ileride sızıntıları önlemek için bağlantı noktalarına toz ve kir girmemesi için çalışma yerleri dikkatli bir şekilde temizlenmelidir;
- mevcut bir sisteme bağlanmanız gerekiyorsa, bütünlüğünü kontrol etmeniz ve ekleme noktasını hazırlamanız gerekir;
- borular, kesim borunun uzunlamasına eksenine tam olarak 90 derece olacak şekilde kesilmelidir, bu güvenilirlik ve sıkılık sağlamak için gereklidir;
- Şema tarafından yönlendirilerek, kesmeyi ve gerekli tüm bağlantı elemanlarının sayısını kontrol etmek için tüm boruları ve kaplinleri yerleştirin.
Yukarıda belirtildiği gibi, çapraz bağlı polietileni bağlamak için üç ana seçenek vardır. Ekipman ve aletlerin seçimi, yöntem seçimine bağlıdır. Tüm yöntemler için, boruların çapı için nozullara ve bir budayıcıya ihtiyacınız olacaktır.










İlk yöntem, gerçekleştirmesi en kolay olanıdır. Borulara ve budayıcılara ek olarak, yalnızca sıkıştırma kaplinleri ve bir çift anahtar gerekli olacaktır. Somunları yerlerine ittikten sonra sıkmak için bu aletlere ihtiyaç vardır.
Hatırlamak önemlidir: dişe zarar vermemek için somunları sıkma işlemini kontrol etmeniz gerekir. Sıkıca vidalayın, ancak aşırı sıkmayın.
İkinci yöntem pres yapmaktır. Bir kalibratöre, makasa, genişleticiye ve prese ihtiyacınız olacak.
Makasla ilgili herhangi bir zorluk olmayacak, amaçları basit - boruyu ihtiyacımız olan boyutlarda kesmek. Kenarlarını içeriden pah kıran bir kalibratör ile işliyoruz. Bu alet, kesildikten sonra boruya yuvarlak bir şekil vermek için gereklidir.
Ardından kullanımı çok kolay olan manuel tip genişleticiyi (genişleticiyi) alıyoruz. Cihazın çalışma kenarlarını boru içerisinde derinleştirip istenilen boyuta genişletiyoruz. Malzeme zarar görebileceğinden bu tek seferde yapılmamalıdır. Bunu kademeli olarak yapıyoruz, genişleticiyi bir daire içinde döndürüyoruz. Bu cihazın avantajları fiyat ve kullanım kolaylığıdır. Bu amatör bir enstrüman.
Elektrikle çalışan genişletici, tesisatçının işini hızlandırmak için tasarlanmış yeniden şarj edilebilir bir pil ile donatılmıştır. Çalışanın çabasından ve sistemlerin kurulumu için zamandan önemli ölçüde tasarruf sağlar.Doğal olarak, bu cihaz birçok kez daha pahalıdır, ancak çok çalışmanız gerekiyorsa, maliyetleri tam olarak karşılayacak ve haklı çıkaracaktır. Hidrolik genişleticiler var. Boruyu hazırladıktan sonra, içine bir bağlantı parçası takmanız gerekir. Bunu yapmak için bir basın mengenesine ihtiyacımız var. Ayrıca hidrolik ve mekaniktirler. Kullanmadan önce saklama kutusundan çıkarılmalı ve çalışma pozisyonunda monte edilmelidir.
Aletin montajı ve kaplinin boruya montajından sonra pres ile bağlantı kurulur. Yani armatür yerine girer ve bir montaj manşonu ile yukarıdan basınç uygulanır. Küçük boru çapları ve düşük talep için manuel presler önerilir.
Hidrolik presler, sıkma sırasında neredeyse hiç çaba gerektirmez. Bağlantı parçaları ve manşon, cihazdaki oluğa basitçe takılır, ardından kolayca ve sorunsuz bir şekilde yerine otururlar. Bu alet, kurulum için uygun olmayan yerlerde bile kullanılabilir, döner başlığı vardır. Ve çapraz bağlı polietileni bağlamak için son seçenek kaynaklıdır. Daha önce de belirtildiği gibi, en pahalı ve nadiren kullanılan, ancak en güvenilir olanıdır. Bunun için, bize zaten aşina olduğumuz makaslara ek olarak, genişleticiler, özel kaplinler de gerekli olacaktır. Elektrofüzyon bağlantı parçaları, ısıtma için özel iletkenlere sahiptir.
Ekipman ve bileşenleri hazırladıktan sonra kaynağa geçiyoruz. Bunu yapmak için borunun ucuna elektrik kaynaklı bir kaplin takıyoruz. Kaynak makinesini bağladığımız özel terminallere sahiptir. Açıyoruz, şu anda tüm elementler polietilenin erime noktasına, yaklaşık 170 santigrat dereceye kadar ısıtılıyor. Kaplin malzemesi tüm boşlukları doldurur ve kaynak meydana gelir.
Cihazda bir zamanlayıcı ve armatürlerden bilgi okuyabilen bir cihaz bulunmuyorsa, her şeyi zamanında kapatmak için cihaz okumalarını izlemeniz gerekir. Ekipmanı kapatıyoruz veya kendi kendine kapanıyor, ünite soğuyana kadar bekliyoruz. Borular genellikle makaralar halinde tedarik edilir ve depolama sırasında şekillerini kaybedebilir. Bunun için bir saç kurutma makinesine ihtiyacınız var. Yardımı ile, deforme olmuş segmenti ılık hava ile basitçe ısıtarak bu dezavantajı ortadan kaldırmak mümkündür.
Bir sonraki videoda, XLPE ısıtma ve sıhhi tesisat sistemlerinin kurulumuna yönelik araçlara genel bir bakış bulacaksınız.
Sıkma işlemi
Özel bir evin ısıtma sistemlerinin basınç testi, ısıtma kazanının, otomatik hava menfezlerinin ve genleşme deposunun sistemden ayrılmasıyla başlar. Kapatma vanaları bu ekipmana yol açarsa, bunları kapatabilirsiniz, ancak vanalar arızalıysa, uyguladığınız basınca bağlı olarak genleşme deposu ve kazan kesinlikle arızalanır. Bu nedenle, özellikle bunu yapmak zor olmadığı için genleşme deposunu çıkarmak daha iyidir, ancak kazan durumunda, muslukların servis verilebilirliğine güvenmeniz gerekecektir. Radyatörlerde termostatlar varsa, bunların çıkarılması da tavsiye edilir - bunlar yüksek basınç için tasarlanmamıştır.









Bazen tüm ısıtma test edilmez, sadece bir kısmı test edilir. Mümkünse, kapatma vanaları yardımıyla kesilir veya geçici jumperlar takılır - mahmuzlar.
Ardından, süreç şudur:
- Sistem çalışıyorsa, soğutma sıvısı boşaltılır.
- Sisteme bir basınçlandırıcı bağlanmıştır. Bir somun ile biten bir hortum ondan uzanır.Bu hortum, çıkartılan genleşme tankının yerine veya bir tahliye musluğu yerine uygun herhangi bir yerde sisteme bağlanır.
-
Basınç test pompasının kapasitesine göre su dökülür ve bir pompa yardımıyla sisteme pompalanır.
- Basınçlandırmadan önce sistemdeki tüm havayı çıkarın. Bunu yapmak için, tahliye vanası açıkken sistemi biraz pompalayabilir veya radyatörlerdeki havalandırma deliklerinden (Mayevsky muslukları) indirebilirsiniz.
- Sistem çalışma basıncına getirilir, en az 10 dakika korunur. Bu süre zarfında, kalan tüm hava alçalır.
- Basınç test basıncına yükselir, belli bir süre korunur (Enerji Bakanlığı yönetmeliği ile düzenlenir). Test sırasında tüm cihazlar ve bağlantılar kontrol edilir. Sızıntılara karşı kontrol edilirler. Ayrıca, hafif ıslak bir bağlantı bile bir sızıntı olarak kabul edilir (buğulanmanın da ortadan kaldırılması gerekir).
- Sıkma sırasında basınç seviyesi kontrol edilir. Test sırasında düşüşü normu (SNiP'de yazılmış) aşmazsa, sistemin iyi durumda olduğu kabul edilir. Basınç normalin biraz altına düşerse, bir sızıntı aramanız, düzeltmeniz ve ardından tekrar basınç testine başlamanız gerekir.
Daha önce de belirtildiği gibi, test basıncı, test edilen ekipman ve sisteme (ısıtma veya sıcak su) bağlıdır. Enerji Bakanlığı'nın "Termik santrallerin teknik işletilmesine ilişkin kurallar" (madde 9.2.13)'te belirtilen tavsiyeleri, kullanım kolaylığı açısından bir tabloda özetlenmiştir.
| Test edilen ekipman türü | Test basıncı | Test süresi | İzin verilen basınç düşüşü |
|---|---|---|---|
| Asansör üniteleri, su ısıtıcıları | 1 MPa(10 kgf/cm2) | 5 dakika | 0,02 MPa (0,2 kgf/cm2) |
| Dökme demir radyatörlü sistemler | 0,6 MPa (6 kgf/cm2) | 5 dakika | 0,02 MPa (0,2 kgf/cm2) |
| Panel ve konvektör radyatörlü sistemler | 1 MPa (10 kgf/cm2) | 15 dakika | 0,01 MPa (0,1 kgf/cm2) |
| Metal borulardan sıcak su temini sistemleri | çalışma basıncı + 0,5 MPa (5 kgf/cm2), ancak 1 MPa'dan (10 kgf/cm2) fazla değil | 10 dakika | 0,05 MPa (0,5 kgf/cm2) |
| Plastik borulardan sıcak su sistemleri | çalışma basıncı + 0,5 MPa (5 kgf/cm2), ancak 1 MPa'dan (10 kgf/cm2) fazla değil | 30 dakika | 0,06 MPa (0,6 kgf/cm2), 2 saat içinde daha fazla kontrol ve maksimum 0,02 MPa (0,2 kgf/cm2) düşüş |
Plastik borulardan yapılan ısıtma ve tesisatı test etmek için test basıncının tutma süresinin 30 dakika olduğunu lütfen unutmayın. Bu süre içinde herhangi bir sapma bulunmazsa, sistemin basınç testini başarıyla geçtiği kabul edilir.
Ancak test 2 saat daha devam ediyor. Ve bu süre zarfında sistemdeki basınç düşüşü normu geçmemelidir - 0,02 MPa (0,2 kgf / cm2).
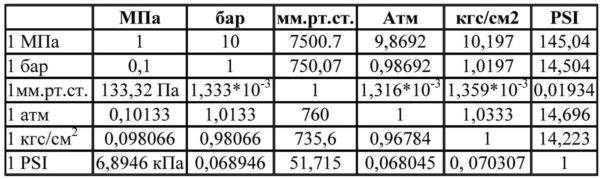
Farklı basınç birimleri için karşılık tablosu
Öte yandan, SNIP 3.05.01-85 (madde 4.6) başka tavsiyelere de sahiptir:
- Isıtma ve su temin sistemlerinin testleri, çalışandan 1,5'lik bir basınçla yapılmalıdır, ancak 0,2 MPa'dan (2 kgf / cm2) daha düşük olmamalıdır.
- 5 dakika sonra basınç düşüşü 0,02 MPa'yı (0,2 kgf/cm) geçmezse, sistem kullanılabilir olarak kabul edilir.
Hangi kuralların kullanılacağı ilginç bir sorudur. Her iki belge de yürürlükte olmasına ve kesinlik olmamasına rağmen, her ikisi de uygundur. Elemanlarının tasarlandığı maksimum basıncı dikkate alarak her duruma ayrı ayrı yaklaşmak gerekir. Bu nedenle, dökme demir radyatörlerin çalışma basıncı sırasıyla 6 atm'den fazla değildir, test basıncı 9-10 atm olacaktır.Yaklaşık olarak diğer tüm bileşenlerle birlikte belirlenmesi gerekir.
Kızarma ve presleme nedir
Isıtma sistemlerinin yıkama ve basınç testleri, borulardaki tortu tabakasının çalışmaya devam edemeyecek kadar büyüdüğü durumlarda gerçekleştirilir. Önleyici bir önlem olarak, bu zevk oldukça zahmetli ve pahalı olduğu için bu tür olaylar nadiren gerçekleştirilir. Hidropnömatik yıkama için, plağı boru hattı duvarlarından dışarıya çıkaran asit çözeltileri kullanılır. Metal parçacıklar boruların iç duvarlarına yapışarak çaplarını küçültür. Şunlara yol açar:
- basınçta artış;
- soğutucunun hızında artış;
- verimlilikte azalma;
- maliyetlerde artış.
Bir ısıtma sisteminin basınç testi nedir - bu, bu tür ekipmanı kullanmanın güvenli olup olmadığını ve ayrıca gerekli yüklere dayanıp dayanamayacağını söyleyebileceğiniz sonuçlara göre sıradan bir testtir. Sonuçta, hiç kimse devre basınçsızlaştırmasının kurbanı olmak ve yanık bölümünde hasta olmak istemez. Isıtma sisteminin basınç testi SNiP'lere göre yapılır. Zorunlu bir prosedürdür. Bundan sonra, devrenin teknik servis verilebilirliğini onaylayan bir belge düzenlenir. Isıtma sisteminin basınç testinin yapıldığı ana durumlar şunlardır:
- yeni bir devre kurarken ve devreye alırken;
- onarım çalışmasından sonra;
- önleyici kontroller;
- asit çözeltileri ile boruları temizledikten sonra.
Isıtma sisteminin basınç testi, SNiP No. 41-01-2003 ve No. 3.05.01-85'e ve ayrıca termik santrallerin teknik işletimi kurallarına uygun olarak yapılır.
Bu kurallardan, bir ısıtma sisteminin basınç testi gibi bir eylemin hava veya sıvı ile gerçekleştirildiği bilinmektedir. İkinci yönteme hidrolik, birincisine manometrik denir, ayrıca pnömatiktir, kabarcıklıdır. Isıtma sisteminin basınç testi kuralları, su testlerinin ancak odadaki sıcaklık beş derecenin üzerindeyse gerçekleştirilebileceğini belirtir. Aksi takdirde borulardaki suyun donma riski vardır. Isıtma sisteminin hava ile basınçlandırılması bu sorunu ortadan kaldırır, soğuk mevsimde gerçekleştirilir. Uygulamada, herkes ısıtma mevsiminden önce gerekli planlı çalışmaları tamamlamaya çalıştığından, ısıtma sisteminin hidrolik basınç testi daha sık kullanılır. Kış aylarında sadece varsa kazaların giderilmesi yapılır.
Isıtma sisteminin basınç testini ancak kazan ve genleşme tankı devreden kesildiğinde başlatmak mümkündür, aksi takdirde başarısız olurlar. Isıtma sistemi basıncı nasıl test edilir?
- tüm sıvı devreden boşaltılır;
- daha sonra içine soğuk su dökülür;
- dolduğunda devreden fazla hava iner;
- su biriktikten sonra devreye bir basınçlı süper şarj cihazı verilir;
- ısıtma sisteminin nasıl basınçlandırıldığı - atmosfer miktarı giderek artar. Bu durumda, maksimum test basıncı, devrenin çeşitli elemanlarının çekme mukavemetinden daha yüksek olmamalıdır;
- yüksek basınç bir süre bırakılır ve tüm bağlantılar kontrol edilir. Sadece dişli bağlantılara değil, devrenin parçalarının lehimlendiği yerlere de bakmak gerekir.
Isıtma sistemini hava ile basınçlandırmak daha da kolaydır.Sadece tüm soğutma suyunu boşaltın, devredeki tüm çıkışları kapatın ve içine hava getirin. Fakat bu şekilde arızayı tespit etmek daha zordur. Örneğin, borularda sıvı varsa, yüksek basınçta olası bir boşluktan sızacaktır. Görsel olarak tanımlamak kolaydır. Ama tüplerde sıvı yoksa buna göre havadan başka bir şey çıkmaz. Bu durumda, bir düdük duyulabilir.
Ve eğer duyulmuyorsa, manometre iğnesi bir sızıntı olduğunu gösterirken, tüm bağlantılar sabunlu su ile bulaşır. Bunu kolaylaştırmak için, tüm sistemi değil, bölümlere ayırarak kontrol edebilirsiniz. Bu durumda, ısıtma borularının basınç testini yapmak ve olası basınçsızlaştırma yerlerini belirlemek daha kolaydır.
Metal plastik boruların kendin yap montajı
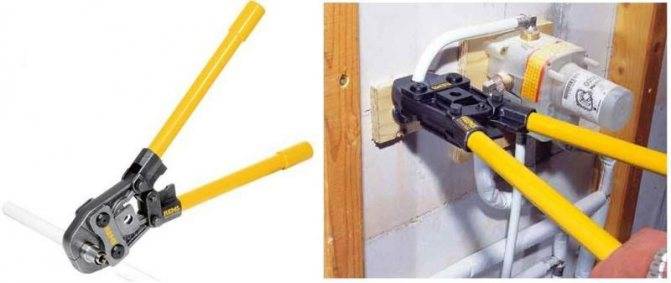
Boru kesimi metal makas veya özel bir demir testeresi ile gerçekleştirilir. Kesiciler, küçük ve orta çaplı metal-plastik kesmek için kullanılır ve profesyonel kurulumda yaygın olarak kullanılır. Makas daha basit bir ev aletidir, ayrıca bütçe fiyat kategorisinde satın alınabilir, asıl mesele rahat ve dengeli bir tutamak olması ve bıçakların keskin, yüksek kaliteli metalden yapılmış olmasıdır. Kesiciler, yalnızca metal-plastiği kesmekle kalmayıp aynı zamanda kenarların deforme olmuş şeklini geri kazandıran dahili bir kalibratör ile donatılmıştır.







Özel aletlere ek olarak, bir metal-plastik boru sistemi kurarken, daha çok yönlü cihazların kullanılması gerekir: bir ölçüm bandı, doğru boyutta anahtarlar, bir pah makinesi, taşlama zımparası, bir genişletici, pres bağlantılarının yapılması şartıyla. Kullanılmış.
Plastik ve metalden yapılmış sıhhi tesisat sistemi sadece dayanıklı ve pratik değil, aynı zamanda kurulumu da kolaydır. İşlem, gerekli bilgiye sahip olmayan bir kişi tarafından bile yürütülebilir. En basit araçlardan oluşan bir sete sahip olarak, basit kurulum kurallarına uyarsanız temel kurulum işlerini verimli bir şekilde ve makul maliyet tasarruflarıyla yapabilirsiniz.
Metal ile birlikte plastik iyi bir tandemdir, ancak aynı zamanda agresif mekanik ve ultraviyole etkilerinden “korkmaktadır”, bu onları açarken dikkate alınmalıdır.
Kapalı bir tip kurulması amaçlanıyorsa, sıkıştırma tipi bağlantı parçalarına erişim için kapakların varlığının sağlanması gerekir.
Isıtma sistemi ayrıca MP borularından da oluşabilir, ancak bu durumda tüm elemanların bütünlüğünü kontrol etmeye ve tüm elemanların en dayanıklı bağlantı durumunu gözlemlemeye özellikle dikkat etmeye değer. Sistemin yeni elemanlarını açarken keskin nesneler kullanmayın, bir mikro çizik bile tüm sisteme ciddi şekilde zarar verebilir.
Boru montajı için kullanılan metal destekler ve askılar yumuşak contalarla donatılmalıdır, bu plastik yüzeyin mekanik olarak hasar görmesini önlemeye yardımcı olacaktır.
Bir gardırop bir askı ile başladığından, metal-plastik boruların montajı küresel vanaların seçimi ve sabitlenmesi ile başlar.
Bu unsur tüm sistem için son derece önemlidir, ondan tasarruf etmemeli ve Çinli bütçe meslektaşları satın almamalısınız.
Yüksek kaliteli bir musluk, 60 atmosfere ve yüksek sıcaklıklara dayanmalıdır.
Bir gardırop bir askı ile başladığından, metal-plastik boruların montajı küresel vanaların seçimi ve sabitlenmesi ile başlar.
Bu unsur tüm sistem için son derece önemlidir, ondan tasarruf etmemeli ve Çinli bütçe meslektaşları satın almamalısınız. Yüksek kaliteli bir musluk, 60 atmosfere ve yüksek sıcaklıklara dayanmalıdır. Sızıntı durumunda suyun akışını en kısa sürede durdurabilen musluktur.
Musluk doğru zamanda doğrudan göreviyle baş edemezse, sıhhi tesisat sistemi ciddi hasar tehlikesi altındadır.
Sızıntı durumunda suyun akışını en kısa sürede durdurabilen musluktur. Musluk doğru zamanda doğrudan göreviyle baş edemezse, sıhhi tesisat sistemi ciddi hasar tehlikesi altındadır.
Bir gardırop bir askı ile başladığından, metal-plastik boruların montajı küresel vanaların seçimi ve sabitlenmesi ile başlar.
Bu unsur tüm sistem için son derece önemlidir, ondan tasarruf etmemeli ve Çinli bütçe meslektaşları satın almamalısınız. Yüksek kaliteli bir musluk, 60 atmosfere ve yüksek sıcaklıklara dayanmalıdır. Sızıntı durumunda suyun akışını en kısa sürede durdurabilen musluktur.
Musluk doğru zamanda doğrudan göreviyle baş edemezse, sıhhi tesisat sistemi ciddi hasar tehlikesi altındadır.
Sızıntı durumunda suyun akışını en kısa sürede durdurabilen musluktur. Musluk doğru zamanda doğrudan göreviyle baş edemezse, sıhhi tesisat sistemi ciddi hasar tehlikesi altındadır.
Tüm sistem sıfırdan kurulursa, temizleme filtrelerinin, sayaçların, bir basınç düşürücünün, alan boyunca boru tesisatı için bir manifoldun kurulumunu içerecektir. Boruların filtrelerle birlikte monte edilmesi tavsiye edilir, bu teknik kalıntıların sisteme girmesini önleyecektir.









Ayrıca okuyun:
Apartman binalarında testler
Apartman binalarında ısıtma sisteminin hava ile basınç testi de yapılabilmektedir. Şimdi iş için gerekli koşulları ele alacağız. Su sızıntısı tespit etmeniz durumunda, bunların onarılması gerekir. Ancak çoğu zaman sistemde yüksek basınç olmadan dikişlerde ince çatlaklar bulmak oldukça zordur. Apartman binalarında hem bireysel dairelerin hem de tüm otoyolların basınç testinin yapılması gerekmektedir.
Hazırlamanız gerekir:
- Tüm kilitleme bağlantılarını inceleyin. Valfler dökme demirden yapılmışsa, rakorları bunlarla değiştirdiğinizden emin olun. Flanş bağlantılarındaki contaları değiştirin. Orijinal görünümünü kaybetmiş tüm cıvatalar da değiştirilmelidir. Yeni basınç göstergeleri taktığınızdan emin olun, ölçümler için daha fazla kullanılıp kullanılamayacaklarına karar vermek için eskilerini doğrulama için göndermeniz önerilir.
- Küçük kusurları, hasarı bile tespit etmek için tüm boruları, bağlantı parçalarını görsel olarak inceleyin. Sorunlu alanlar bulursanız, bunları hızlı bir şekilde onarmanız gerekir.
- Bodrumda döşenen otoyollarda ve katlar arasında ısı yalıtım malzemesinin durumunu kontrol ediniz.
Hazırlıktan sonra doğrudan sıkma işine başlayabilirsiniz:
- Tüm devreyi düşük sertlikte suyla doldurun (kireç çıkmasın). Tabii ki bir elektrikli pompa ile sisteme pompalamak daha iyidir. Basınç - 6-10 bar. Sıvı içeren bir kapta, hortumları indirmeniz gerekir - tahliye ve besleme. Ardından, pompayı ısıtma ağına bağlayın ve basınç test cihazını açın. Basınç önceden ayarlanmalıdır.
- Yarım saat tespit ediyorsunuz - bu süre zarfında basınç neredeyse aynı seviyede kalmalıdır. Basıncın düşmemesi durumunda test tamamlanmış sayılabilir. Sistemi çalışma sıvısı ile doldurabilir ve aktif çalışmaya başlayabilirsiniz.
- Basınç düşerse, ısıtma sisteminde arızalar vardır. Isıtma sisteminin hava ile basınç testi prosedürü yaklaşık olarak aynıdır, ancak bir sabun çözeltisi kullanmanız gerekecektir - onsuz bir sızıntı bulmak zordur. Arızaları bulur bulmaz sistemi boşaltmaya ve onarmaya başlayabilirsiniz. Ardından tüm ısıtmayı yeniden teşhis edin.
Giriş birimi benzer şekilde gerçekleştirilir - basınç yaklaşık 10 bar olmalıdır.



