- İpuçları & Hileler
- lehimleme
- Musluk nasıl düzgün şekilde yağlanır
- Sızdırmazlık bantları türleri
- Anaerobik yapıştırıcılar mastikler
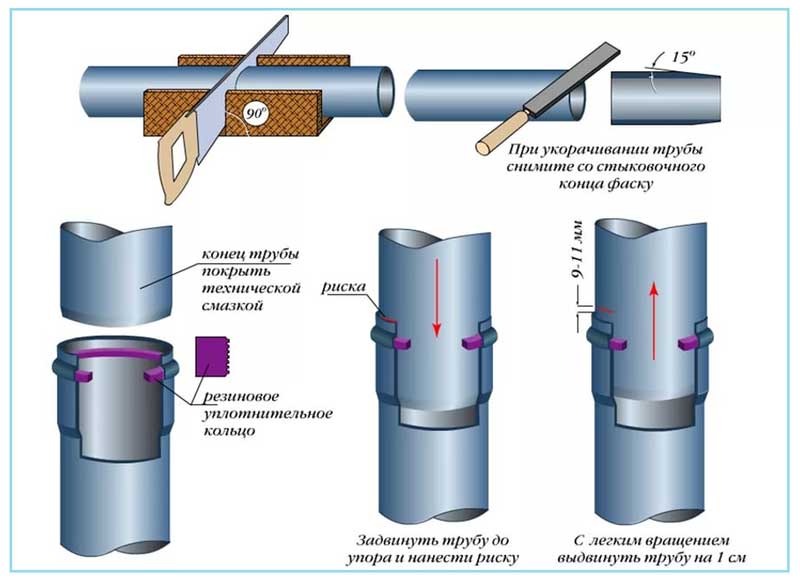
- Kaplinler
- Metal ve plastikten yapılmış yerleştirme boruları
- Gaz borularının flanş bağlantısı
- GOI cila pastası Arşimet Norma
- Tablo 1. Aşındırıcı GOST 3647-80
- parlatma yeteneği nedir
- Alıştırma sırası
- Alıştırma sırası aşağıdaki gibidir:
- Keten
- Bir ısıtma sistemi kurmak için hangi contayı seçmek daha iyidir
- Termosealantların amacı ve çeşitliliği
- Sızdırmazlık bandının ana teknik özellikleri
- Bakır lehimleme kuralları
- Büyük parçaların lehimlenmesi
- Lehim telleri veya tel
- Bakırda lehimleme kapları veya lehim delikleri
- Bağlantıların sıkılığını kontrol etme yöntemleri
- Dişli bağlantı parçalarının montajının özellikleri
- Adım adım kurulum talimatları
- Dişsiz metal boru bağlantısı
- Keten iplik ile sızdırmazlık
- paketleme sorusu
İpuçları & Hileler
Profesyonel zanaatkarlar, sızdırmaz dişli bağlantıların nasıl mümkün olduğunca basit ve dayanıklı hale getirileceğine dair birkaç tavsiyede bulunur.
- Kürleşmemiş dolgu macununun borunun içinden çıkmasından korkmayın. Sertleşmeyecek ve su temin sisteminin çalışması sırasında sadece su ile yıkanacaktır.Anaerobik jeller tamamen zararsızdır, ancak fazla dolgu macununun tamamen çıkarılması için musluğu bir süre açık bırakmak yine de daha iyidir.
- Diş sızdırmazlık maddesi ile işlenmiş bağlantıları vidalarken, dişleri anahtarla sıkmak gerekli değildir. Ellerin maksimum çabası yeterli olacaktır, ancak gerçekten tüm gücünüzle sarmanız gerekir.
- Boru kırılgan ise, sızdırmazlık maddesi ile işlenmiş eklemi çözmeye çalışmanıza gerek yoktur. Isı hemen uygulanmalıdır. 170 derece yeterli olacaktır.
- Mümkünse, geçici kurulumlar için dolgu macunu kullanmaktan kaçınmak en iyisidir. Bağlantıların sökülmesi, tamamen karşılığı olmayan çok fazla zaman ve çaba gerektirecektir. Geçici kullanım için dolgu macunu veya keten kullanımına başvurmak en iyisidir.
Diş macununun özellikleri için aşağıdaki videoya bakın.
lehimleme
 Polietilen boruların lehimlenmesi için donatım
Polietilen boruların lehimlenmesi için donatım
Popo lehimleme demek daha doğru olur. Polietilen borular için de kullanılır. Uygulanmasının koşulu, iki eklemli parçanın hareketliliği olacaktır. Aksi takdirde süreç bozulur. Verimlilik açısından, elektrofüzyondan daha düşük değildir. Çalışmayı gerçekleştirmek için modüler bir üniteye ihtiyacınız olacak. Bileşenleri bir hidrolik ünite, bir kesici, bir havya ve bir merkezleyicidir. Doğru kullanmak için aşağıdakileri yapın:
- Ek parçalar, işlenmekte olan borunun boyutuna göre özel bir mengeneye monte edilir.
- Borular sıkıştırılır. Kıskanç olmayın, cıvataları fazla sıkarsanız, uç daire şeklini kaybeder ve bu da sorunlara yol açar.
- Lehimli alanlar kir ve tozdan temizlenir.
- Bir inşaat bıçağı veya başka bir cihaz, varsa pah üzerindeki talaşları ortadan kaldırır.
- Hidrolik blokta, valf, bileşenlerin merkezleyici üzerindeki hareketi başlamadan önce yavaşça açılır. Basınç değeri çalışıyor olarak işaretlenmiştir.
- Parçalar yetiştirilir, aralarına bir düzeltici yerleştirilir. Başlar ve vites değiştirme tekrar yapılır. Bıçaklar birkaç tur döndürüldükten sonra cihaz alınabilir.
- Bağlantının doğruluğunu ve düzgünlüğünü kontrol etmek için nozullar tekrar kaydırılır ve iyi kontrol edilir.
- Derzler bir solvent veya alkollü bezle yağdan arındırılır.
- Havya ısıtılır.
- Ayarlanan sıcaklığa ulaştıktan sonra parçalar arasına monte edilir.
- Lehimleme basıncı tabloya göre ayarlanır ve merkezleyici modüller tekrar kaydırılır. 1 mm'lik bir akış oluşana kadar gergin tutulurlar.
- Bundan sonra basınç serbest bırakılır ve birkaç saniye daha ısınırlar.
- Parçalar birbirinden ayrılır ve ısıtıcı çıkarılır. 5 saniye içinde, 5 saniye daha güç altında yeniden bağlanmalıdırlar. Daha sonra kuvvet kaldırılır ve soğuma süresi beklenir.
Soğutma için belirtilen sürenin sonuna kadar hiçbir şekilde mengene çıkarılmamalı veya borular herhangi bir şekilde eğilmemelidir. Bu, basınçsızlaşmaya neden olabilir.
Musluk nasıl düzgün şekilde yağlanır
Herhangi bir gaz valfini onarmak için genel algoritma aşağıdaki adımlara iner:
- Gaz beslemesini kapatın.
- Panodaki ana şebekenin enerjisini kesin. Herhangi bir nedenle oraya erişim engellenirse, tüm elektrikli aletleri ve lambaları prizlerden kapatın.
- Tüm yanıcı malzemeleri ve aletleri (kibrit, solvent vb. dahil) çıkarın.
- Mutfak kapısını kapatın ve pencereyi açın.
- Musluğu sökün.
- Yükseltici boruyu nemli bir bezle tıkayın.
- Yağlayıcı uygulayın.
- Paçavraları çıkarın ve musluğu monte edin.
- Odayı havalandırın.
Vincin sökülmesi, deneyim ve aşırı doğruluk gerektirir. Ocak üzerindeki gaz hattını yağlamanız gerekiyorsa döner tablaları (bayrakları) ve bunların altındaki ön veya üst paneli çıkarmanız gerekecektir. Musluk cihazı açılacaktır.

Hephaestus tipi sobalar için, paneli brülörlerle yükseltmek gerekli değildir - ön kapak kendiliğinden çıkarılır, ancak kendinden kılavuzlu vidalara takıldığından oldukça basittir. Valfler flanşlarla iki vidayla sabitlenmiştir - bunları çıkarmak için bir yıldız tornavidaya ihtiyacınız olacaktır.
Sızdırmazlık bantları türleri
Bu malzeme 10 metre uzunluğa kadar bobin üzerine sarma şeklinde üretilmektedir. Sıhhi tesisat, gaz ve ısıtma dahil olmak üzere basınçlı sistemlerde boru dişlerini sarmak için başarıyla kullanılır.
Eklemlerdeki amacı, sıkılığın artmasına katkıda bulunan, dişli yağlayıcı görevi gören deforme olabilen bir dolgu maddesidir. Bu conta 3 tipte mevcuttur:
- tip 1 - saflaştırılmış petrol jölesi kullanılarak kullanılan agresif sıvıların taşınması için boru hattı sistemlerinde kullanım için;
- tip 2 - yağ şeklinde ek bir dolgu macununun kullanılmasını yasaklayan güçlü oksitleyici ajanların pompalanması için;
- tip 3 - nispeten saf sıvıları ve gazları taşımak için kullanılır, yağlama kullanımı hariçtir.
Anaerobik yapıştırıcılar mastikler
Bu malzeme iyi bir viskoziteye ve sıvı kıvamına sahiptir. Özelliklerini değiştirmeden açık havada uzun süre kalabilirler. Havanın olmadığı dişli bağlantılara girdiklerinde büzülmeden polimerize olurlar. Sonuç, plastiğe benzer özelliklerde çok güçlü ve katı bir maddedir. Borulardaki sıvı veya gazın basıncı ne olursa olsun mükemmel sızdırmazlık sağlar ve dişteki boşluğu tamamen doldurur.Anaerobik yapıştırıcıların önemli bir avantajı, sadece dişli bağlantılarda katı bir maddeye dönüşmeleri ve açık havada sıvı kalmaları ve ekipman ve valfleri tıkamamalarıdır. Yüzeyden kolayca çıkarılabilirler. Bu malzeme endüstride yaygın olarak kullanılmaktadır.
Anaerobik yapıştırıcılar doğrudan ambalajdan kolayca uygulanabilir. Toplu iş yaparken, dağıtıcıları kullanmaya değer. Farklı yapıştırıcı türleri, maddenin 3 dakikadan birkaç saate kadar farklı polimerizasyon sürelerine sahiptir. Belirli bir yapıştırıcının seçimi teknik göreve bağlıdır. Hızlı bir kuruluma ihtiyacınız varsa, kürlenme süresi kısa olan bir yapıştırıcı kullanmalısınız. Bağlantının ayarlanması gereken bir durumda, bir süre sonra son şeklini alan bir yapıştırıcı seçebilirsiniz.
Anaerobik yapıştırıcı ile kapatılmış bir bağlantı, geleneksel aletler kullanılarak demonte edilebilir. Sertleştikten sonra, yapıştırıcı toksik değildir, bu da onu gıda endüstrisinde kullanıma uygun hale getirir. Anaerobik sızdırmazlık maddelerinin çalışma sıcaklığı -55 ila +150 santigrat derece arasındadır. Bazı yapıştırıcı türleri +200 dereceye kadar dayanabilir. Kısa bir süre daha yüksek sıcaklıklara maruz kaldıklarında özelliklerini değiştirmeden işlerini yapmaya devam edebilirler.
Anaerobik yapıştırıcıların maliyeti diğer mastik türlerine göre daha yüksektir. Ancak, beyan edilen fiyatı tam olarak hesaplarlar. Anaerobik yapıştırıcı kullanan bağlantının güvenilirliği diğer tüm malzemelerden çok daha yüksektir. Her mal sahibi kendisi için daha önemli olanı seçer: sistem arızası durumunda güven ve güvenilirlik veya büyük kayıplar olasılığı.
Anaerobik yapıştırıcı mastiklerin şüphesiz avantajları arasında kullanım kolaylığı, kuvvetten bağımsız olarak dişleri sızdırmaz hale getirme, yağlama nedeniyle sistemin kolay kurulumu, daha fazla gaz veya sıvı basıncına dayanma kabiliyeti, paranın karşılığını daha iyi vermesi, sıvı formunun açıkta korunması yer alır. hava.
Bu maddenin dezavantajları, polimerizasyon süresinin artması nedeniyle oksitleyici ve oksijenli bir ortamda ve düşük sıcaklıklarda kullanılamamasıdır. Bu bileşim yalnızca kuru dişlerde kullanılabilir ve M80'den daha büyük çaplı boruların montajı için önerilmez.
Kaplinler
Gaz ve su sistemlerini tamir ederken veya yenilerini döşerken şu soru ortaya çıkıyor: yükselticileri bağlamanın ve ortaya çıkan derzleri kapatmanın en iyi yolu nedir.
Sökülebilir bağlantılardan bahsediyorsak, yükselticileri kaplinler yardımıyla bağlamak en iyisidir. Dişli boru bağlantılarının çapları da dahil olmak üzere doğrusal boyutlar farklıysa, hem bağlantı parçası şeklinde hem de adaptör olarak kullanılabilirler.
- güvenilirlik;
- kullanılabilirlik ve ürün çeşitliliği;
- hız, montaj ve demontaj kolaylığı;
- düşük maliyetli.
Yükseltici tiplerine bağlı olarak benzer bağlantı parçaları üretilmektedir. Sızdırmazlık maddesi aynı şekilde seçilir. Metal bağlantı parçaları çoğunlukla çekme ile yağlı boya ile kapatılırsa, FUM bant ve sentetik dolgu macunu, özellikle anaerobik bir dolgu macunu, plastik parçalar için en uygunudur.
Metal ve plastikten yapılmış yerleştirme boruları
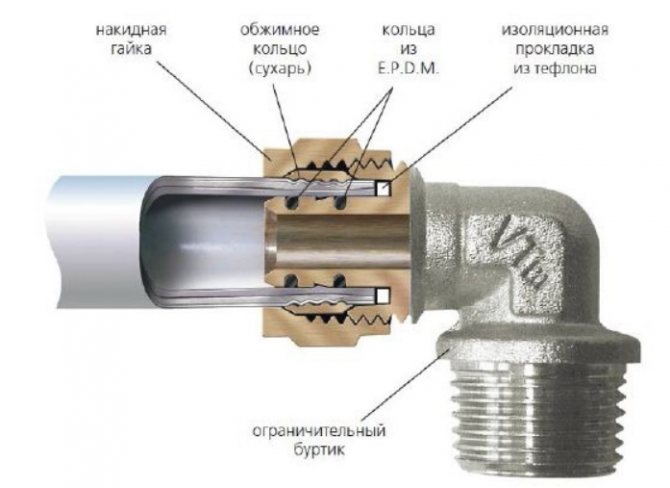
Polimer boruların ev şebekesindeki popülaritesi, genellikle mevcut metal borularla bağlantılarını gerektirir. Bunun için özel adaptörler kullanılır. Bunlardan en yaygın olanı "Amerikan" veya "meme ucu" adı verilen bağlantı parçalarıdır.







Amerikan adaptörü iki parçadan oluşmaktadır. Metal parçanın bir ucuna, bağlanacak borunun kesim şekline göre dıştan veya içten diş uygulanır. Diğer ucunda harici bir iplik var. İkinci parça, iç dişli bir rakor somunu ile biten plastikten yapılmıştır. Somun metal elemanın dişine vidalanarak her iki parça birbirine bağlanır. Derz sızdırmazlığı - rakor somununun içindeki bir sızdırmazlık contası aracılığıyla.
Metal ve plastiği birbirine bağlayan Amerikan adaptör
Adaptörün ilk kısmı bağlanacak metal boruya vidalanır ve çıkış borusu plastik boru hattına polimer kaynağı ile kaynaklanır.
Nipel bağlantısı, içinde dişli bir metal parçanın lehimlendiği bir polimer manşondur. Çelik boru ile bir bağlantı sağlar ve manşonun kendisi plastik bir boru hattına kaynaklanır.
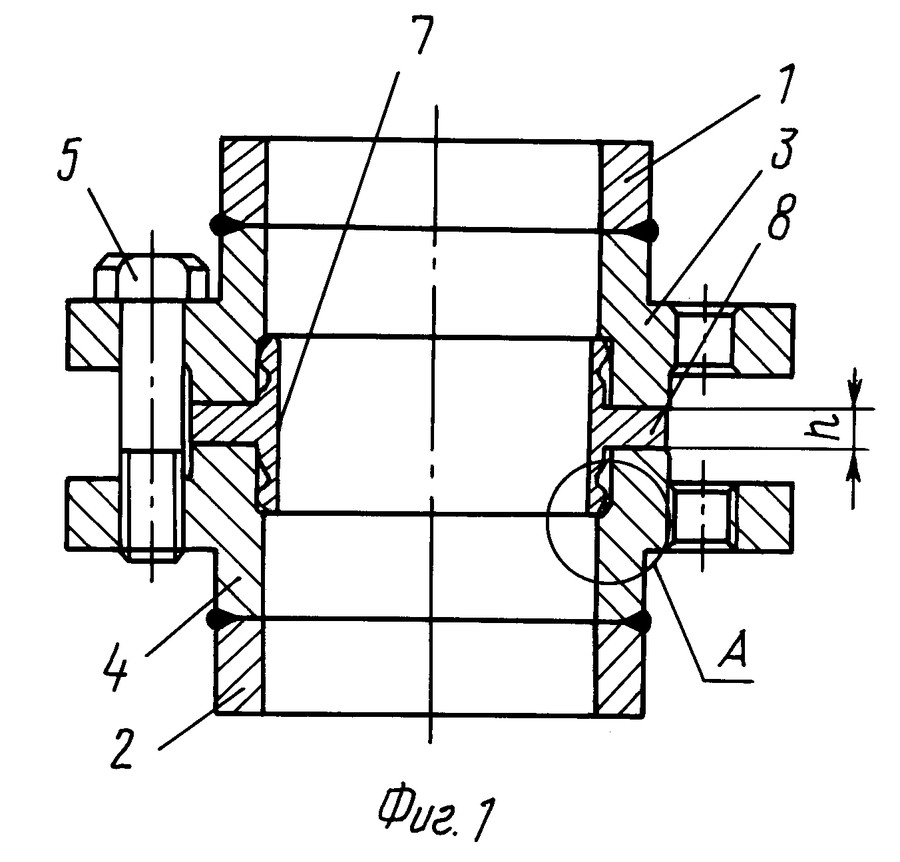
Gaz borularının flanş bağlantısı
 Flanş bağlantısı, sökülebilir boru bağlantısının en yaygın türüdür.
Flanş bağlantısı, sökülebilir boru bağlantısının en yaygın türüdür.
Tasarımın sadeliği, demontaj ve montaj kolaylığı nedeniyle. Ancak aynı zamanda, kaynaklı ile karşılaştırıldığında yüksek bir iş maliyeti ve bağlantının düşük güvenilirliği vardır.
Ve taşınan ortamın basıncı değişirse, gaz kaçağı meydana gelebilir.
Flanş bağlantısı şunlardan oluşur:
- 2 flanştan;
- bağlantı elemanları - saplamalar, cıvatalar, somunlar;
- O-ring veya conta.
En sık uygulanan teknik kauçuk contalar, asbestli karton veya levha paronit.
Merhaba sevgili okuyucular. Bir gaz borusundaki dişlerin nasıl kapatılacağı sorusu oldukça önemlidir. Sonuçta, bu çok savunmasız bir alan. Sızıntıların çoğu burada meydana gelir.
GOI cila pastası Arşimet Norma
Yapıştır GOI cilalama Arşimet Norma metalleri, camı ve plastiği cilalamak için araçlar. Yüzeyi cilaya hazırlamak için de kullanılabilir. Macun, her türlü boya üzerinde hem manuel hem de mekanik kullanıma izin verir. Macun şunları çıkarmak için tasarlanmıştır: oksitlenmiş yüzey tabakası; pigmentli boya alanları; kaplama kusurları; çizikler ve çizikler; inatçı böcek izleri.
Tablo 1. Aşındırıcı GOST 3647-80
| Gruplar | Odalar | Gruplar | Odalar |
| tahıl | tane boyutu µm | tahıl | atama |
| Tahıl zımparalama | öğütme tozları | ||
| Cam, korindon veya bir karışım | |||
| 63 — 50 | M63 | ||
| 50 — 40 | M50 | ||
| Mikro öğütme tozları | |||
| 25-28 | M28 | ||
| 18-20 | M20 | ||
| 12-14 | M14 | ||
| 10 | M10 | ||
| 7 | M7 | ||
| 5 | M5 |
| Yüzde bileşimi. | kaba | Orta | İnce |
| krom oksit | 81 | 76 | 74 |
| silika jeli | 2 | 2 | 1,8 |
| stearik asit | 10 | 10 | 10 |
| bölünmüş yağ | 5 | 10 | 10 |
| oleik asit | — | — | 2 |
| bikarbonat soda | — | — | 0,21 |
| gazyağı | 2 | 2 | 2 |

Pirinç. 3. Aşındırıcı tozlar ve GOI yapıştırın.
parlatma yeteneği nedir
Parlatma kabiliyeti için standart test şu şekilde gerçekleştirilir - sertleştirilmiş bir çelik veya pirinç levhanın kaotik hareketleri, 400 x 450 mm ölçülerindeki bir dökme demir levha üzerinde düzensiz olarak gerçekleştirilir. Belli bir basınçta toplamda 40 metre yol veriyor. Kaba macun yaklaşık 40 mikron metali uzaklaştırır. orta, yaklaşık 5 mikron, ince 0.25 mikron.
Alıştırma sırası
Plug vanalar pik gövdeli ve pirinç tapalı, pirinç gövdeli ve pirinç tapalı ve tamamen dökümden olmak üzere 3 tipte üretilmektedir.
Alıştırma sırası aşağıdaki gibidir:
- Valf borudan bükülürse, gövde, gövdeye zarar vermemek için yukarı doğru büyük bir koni çapı ile küçük bir kuvvetle bir porsuk ağacına sıkıştırılır:
- GOI orta macunu gazyağı ile seyreltilir ve mantar gövdesine bir fırça ile eşit şekilde uygulanır;
- Topuz, koninin altındaki özel bir dişli deliğe bağlanmıştır;
- Mantar gövdeye sokulur ve hafif basınçla birkaç kez döndürülür;
- Mantarda veya gövdede ciddi oluklar yoksa, elle yaklaşık 180 ° 5 - 6 hareket neden yapılır, o zaman bu yeterlidir;
- Mantarı çıkarın ve inceleyin, üzerinde macundan siyah oluklar görünüyorsa, parçaları silmek ve siyahlık kaybolana kadar denemeyi tekrarlamak gerekir;
- Ardından mantarı ve gövdeyi dikkatlice silin. Koniye birkaç uzunlamasına tebeşir şeridi uygulayın, tapayı takın ve çevirin, ardından kontrol edin, tebeşir çentikleri eşleşen parçaların tüm yüzeyine eşit olarak dağıtılmalıdır;
- Bundan sonra, eşleşen yüzeyler tekrar iyice silinir ve gaz vanaları için sızdırmazlık yağı uygulandıktan sonra monte edilir. Dişli delikleri çekme veya fum ile sıkmanız gerekir. bant, sızdırmazlık gresi ile daha iyidir. Gaz muslukları için sızdırmazlık gresi özel bir sıhhi tesisat mağazasından satın alınabilir veya çok sayıda çevrimiçi kaynaktan sipariş edilebilir.
Son olarak sabunlu su ile sızıntı olup olmadığı kontrol edildi, balon şişirilmesine izin verilmedi.
Musluğun düzgün çalışması için, musluk gövdesindeki tapanın dönmesinin çaba sarf etmeden gerçekleşmesi ve güvenilir sızdırmazlık sağlanması gerekir. Bu amaçlar için özel sızdırmazlık ve sürtünme önleyici bileşikler kullanılır. Sızdırmazlık yağları daha yoğun bir konsantrasyona sahiptir ve eşleşen parçaları sızdırmaz hale getirmek için kullanılır. Sürtünme önleyici yağlayıcılar daha az viskozdur ve hareketli parçaları ayırmak için tasarlanmıştır. Yağlayıcılar, 300C'ye kadar ısıtıldıklarında güvenilir çalışma sağlamalıdır. Sızdırmazlık bileşimine grafit veya floroplastik yongalar gibi katı maddeler eklenir. Sürtünme önleyici yağlayıcılar gres veya silikon bazlı olabilir.
Keten

Keten ipliği eski ama kanıtlanmış bir sıkıştırma yöntemidir. Ayrıca, sıhhi tesisat mağazalarından satın alabilirsiniz.
Satın almadan önce, bazı faktörleri göz önünde bulundurmanız gerekir:
- telin kalınlığı nedir;
- hoş olmayan bir koku veya enkaz parçacıkları olup olmadığı;
- İplik yeterince elastik mi?
Ayrıca, ketenin tüm boru sistemleri için uygun olmadığı da unutulmamalıdır. Su ve sıcaklık çürümeye yol açar ve ısıtma sisteminde kısa sürede yanar.








Modern sızdırmazlık macunları, bağlantı parçaları ve gaz borularında paslanmayı teşvik etmede daha iyidir.

Minimum demir genellikle en çok kullanılan malzemedir. Kendin yap makarnası ucuz ve neşelidir. Bunu yapmak için beyazı alın ve biraz kuru yağ dökün, karışımı ekşi krema kıvamına gelene kadar karıştırın.
Doğrudan ipliğin üzerine küçük, ince bir tabaka halinde uygulanmalıdır. Malzemeyi eşit olarak dağıtmak ve kurutmak. Kırmızı kurşun beyaz, çelik borularla en iyi şekilde çalışır.
Demirin üst tabakasının oksitlenmesi nedeniyle, çözünmeyen bileşikler, sihir ilkesine göre ozon moleküllerinin geçmesine izin vermez.
Özel mağazalardan kullanıma hazır hermetik macunlar satın alın:
Gebatout 2 (mineral dolgu maddeleri ve sentetik polimerlere dayalı macun). Pastum GAS (korozyon önleyici, dolgu maddeleri).
Multipak (mineraller içeren doğal parafin yağı). Unipak (doğal mineraller, yağ asitleri). Yukarıdaki fonların olmaması hiç sorun değil.
Çalışma süreci şu şekildedir: ketenin bir kısmını tüm çileden, iki kibrit kalınlığında ayırırız. Borunun tabanından sonuna kadar dişli bir bağlantıya sarıyoruz.
Daha sonra oluşan yapıyı macunla kaplıyoruz, bu, derzlerin birbirine sıkıca tutunması için gereklidir.
Bir ısıtma sistemi kurmak için hangi contayı seçmek daha iyidir
Bugüne kadar, ısıtma sistemi bağlantılarında sızdırmazlık dişleri için en iyi teknolojiyi seçmenin ana kriteri, üzerinde çalışılması gereken deneyim ve malzemelerdir.
Bu nedenle, dökme demir radyatörler ve vanalarla çalışırken, onlar için en iyi seçenek, sıhhi tesisat macunu veya silikon ısıya dayanıklı dolgu macunu içeren bir keten tel kullanmaktır.
Markalı fitinglerden 25 mm'ye kadar küçük çaplı bağlantılar için FUM bant veya yapışkan dolgu macunu kullanılması tavsiye edilir.
Musluk takmak veya çelik, alüminyum veya bimetal radyatörleri bağlamak için, bağlantıları yalıtmak için tüm cephaneliği kullanabilirsiniz.
Dikkat etmeniz gereken tek nokta, bakır boru hatları kurarken, yapıştırıcı ve demir dışı metal bileşiminin uyumsuzluğunu dışlamak için dolgu macunu talimatlarını dikkatlice incelemeniz gerektiğidir.
Termosealantların amacı ve çeşitliliği
Günlük hayattan sanayi sektörüne kadar insan yaşamının birçok alanında mastik kullanmadan yapmanın zor olduğunu belirtmek gerekir. Sonuçta, örneğin bir duvar ve pencere çerçeveleri arasındaki boşlukları ortadan kaldırmak gerekirse ne yaparız? Doğru, mağazaya gidip silikon alıyoruz. Ancak basit bir yapıştırıcı, çok yüksek sıcaklıklara maruz kaldığında tüm işlevlerini yerine getirir mi? Bu sorunun cevabı kesindir - hayır. Tabii ki, sıcaklık rejimleri oldukça büyüktür ve bireysel durumlarda 200 ° C'ye ulaşabilir, ancak çoğu zaman bu yeterli değildir. Ve tüm sızdırmazlık maddeleri bu sıcaklıkta bile özelliklerini korumaz.







Bu nedenle, "sıcak" nesnelerdeki derzleri izole etmek için ısıya dayanıklı bir dolgu macunu kullanılır. Bunlar arasında DHW boru hatları, açık ocak fırınları, bacalar, şömineler, otomobil motorları dahil motorlar, türbin elemanları, kompresörler, pompalar ve ayrıca kimyasal ve gazlı ortamlarda buharla çalışan üniteler bulunur. Bu tür dolgu macunları silikon ve silikata ayrılır.
İlk yüksek sıcaklık dolgu macunu, kırmızı, kahverengi ve kırmızı-kahverengi renk tonlarında macun benzeri bir maddedir. Ana bileşeni silikon kauçuk olup, demir oksitler sayesinde istenilen ısı direnci sağlanır. Bu tür dolgu macunları nötr ve asidik olarak ayrılır. Katılaşma sırasında açığa çıkan asit taş, beton ve metal yüzeyleri olumsuz etkilediğinden, ikincisinin kullanımda sınırlamaları vardır.Bu nedenle, bu tür "agresif" bileşimler ahşap, cam, plastik ve seramik ile çalışmak için geçerlidir. Nötr olanların herhangi bir kısıtlaması yoktur, çünkü bu durumda vulkanizasyon sırasında güvenli alkol içeren sıvılar ve su açığa çıkar.
Bileşime ek olarak, silikon dolgu macunları da uygulama kapsamına göre ayrılır.
- Gıda seçenekleri toksin içermez ve insan sağlığı için kesinlikle güvenlidir.
- Sıhhi sıcakta eriyen yapıştırıcı tıpta uygulamasını bulmuştur.
- Motor için ısıya dayanıklı dolgu macunu, agresif bileşenlere, antifrizlere, yağlara ve diğer otomobil kimyasallarına ve ayrıca artan plastisiteye karşı dayanıklıdır. Bu sıcak eriyik genellikle kırmızı bir renge sahiptir.
- Fırınlar için yüksek sıcaklık sızdırmazlık maddeleri de çok popülerdir. Endüstride ve günlük yaşamda fırın yapılarını birleştirmek için kullanılırlar.
- Evrensel bileşimler, ısıdan etkilenen bölgedeki hemen hemen tüm yüzeyleri ve derzleri tedavi edebilir.
Silikat mastikler ısıya daha dayanıklıdır ve 1500 °C'ye kadar dayanabilir, bu nedenle açık ateşle temas eden yapılarda kullanılırlar. Sodyum silikat bazlıdırlar. Renk nedeniyle, bu tür dolgu macunlarına siyah da denir. Şömineler, bacalar, fırınlar, açık ocak, ısıtma kazanları vb.
Sızdırmazlık bandının ana teknik özellikleri
FUM bandı aşağıdaki özelliklere sahiptir:
- Azaltılmış sürtünme katsayısı. Floroplastik conta, plastisiteye ek olarak kaygandır ve bu da bağlantı parçalarını basitleştirir.
- Termal kararlılık, tahribat ve sızdırmazlık özellikleri kaybı olmadan 260 dereceye kadar sıcaklıklara dayanmasına izin verir. Ayrıca, floroplastikler çok verimli dielektriklerdir.
- Mukavemet ve plastisite.Bu malzemeden yapılmış contalar, 10 MPa'ya kadar olan basınçlarda kararlı bir şekilde çalışır ve örneğin boru hattı sistemlerinde hidrolik şoklar sırasında meydana gelenler gibi 42 MPa'ya kadar olan kısa süreli yüklere dayanabilir. FUM banttan (fumka) yapılmış bir contanın hizmet ömrü 13 yıl olarak belirlenir. Işığa maruz kaldığında daha hızlı ayrışır, ancak bu bizim durumumuz için değil, malzemenin depolanmasını düzenlerken bu faktörü dikkate almanız yeterlidir.
- kimyasal pasiflik Ürün yüzeyinde flor atomlarının düzgün dağılımı ile belirlenen asit ve alkalilerin etkisi altında tahribata tabi değildir. Bu sızdırmazlık maddesini yok edebilecek çözücüler henüz icat edilmemiştir. Çürüme süreçlerine karşı dayanıklıdır.
Gaz ve sıhhi tesisat boruları için FUM bandının nasıl doğru kullanılacağını daha ayrıntılı olarak ele alacağız.
Bakır lehimleme kuralları
Bakır bir ürünün veya bakır bileşenleri içeren bir ürünün lehimlenmesi gerektiğinde, bunun en iyi nasıl ve ne şekilde yapılacağı konusunda net bir cevap vermek mümkün değildir. Yöntem ve araçların seçimi, parçaların boyutu ve ağırlığı, bileşimleri gibi birçok faktöre bağlıdır. Halihazırda lehimlenmiş ürünlerin maruz kalması gereken yük de dikkate alınır. Birkaç lehimleme yöntemi vardır ve gerekirse en uygun olanı seçmek için hepsini bilmek daha iyidir.
Büyük parçaların lehimlenmesi
Bakırın kılcal lehimleme şeması.
İstenilen sıcaklığa ısıtılamayan masif veya büyük parçaları bir havya ile lehimlemeniz gerekiyorsa, bir meşale ve bakır lehim kullanılır. Bu durumda akı borakstır. Kuvvet bakır-fosfor lehimi standart tenekeden daha yüksek.
Mekanik olarak temizlenen boru veya tele ince bir tabaka flux uygulanır. Bundan sonra, mekanik olarak da temizlenen boruya bir bağlantı parçası konur.Bir gaz brülörü kullanılarak bağlantı, akı kaplı bakır renk değiştirene kadar ısıtılır. Akı gümüş renginde olmalı, bundan sonra lehim ekleyebilirsiniz. Lehim anında erir ve boru ile bağlantı parçası arasındaki boşluğa nüfuz eder. Boruların yüzeyinde lehim damlaları kalmaya başlayınca lehim çıkarılır.
Daha büyük bir kılcal etkinin ortaya çıkmasına katkıda bulunmadığından boruları aşırı ısıtmayın. Aksine, siyaha kadar ısıtılan bakır daha az lehimlenebilir. Metal kararmaya başlarsa, ısıtma durdurulmalıdır.
Lehim telleri veya tel
İnce bakır telleri lehimlemek için çinko klorür lehimi kullanılmamalıdır, çünkü bu bakırı tahrip edecektir. Akı yoksa, bu durumda bir aspirin tabletini 10-20 ml su içinde çözebilirsiniz.
İnert gaz ortamında bakır kaynağı şeması.
Bakır tel veya çeşitli kesitlerdeki tellerden yapılmış parçalar, bir havya kullanılarak istenilen sıcaklığa kolayca ısıtılabilir. Sıcaklık rejimi, lehimin eridiği, kalay veya kurşun kalay olmalıdır ve lehimleme de onun tarafından yapılır. Fluxlar reçine içermeli veya reçineden yapılmalıdır, lehim yağı veya hatta reçinenin kendisi kullanılabilir.
Telin yüzeyi kir ve oksit filmden temizlenir, ardından parçalar kalaylanır. Bu işlem, ısıtılmış bakıra ince bir akı veya reçine tabakasının uygulanmasını ve ardından bir havya ile yüzeye mümkün olduğunca eşit bir şekilde dağıtılan lehimin uygulanmasını içerir. Birleştirilmesi gereken parçalar bağlanır ve zaten katılaşmış lehim tekrar erimeye başlayana kadar bir havya ile tekrar ısıtılır. Bu olduğunda, havya çıkarılır ve bağlantı soğur.
Parçalar, aralarındaki mesafe 1-2 mm olacak şekilde bir mengeneye sıkıştırılabilir. Parçalara akı uygulanır ve ısıtılır. Lehim, eriyecek ve boşluğu dolduracak olan sıcak parçalar arasındaki boşluğa getirilir. Bu şekilde lehimleme için lehimin erime sıcaklığı, parçaların deforme olmaması için bakırın erime sıcaklığından daha düşük olmalıdır. Parça soğur, daha sonra suyla yıkanır ve gerekirse pürüzsüz ve homojen olana kadar zımpara kağıdı ile bitirilir.
Bakırda lehimleme kapları veya lehim delikleri
Bulaşıkları lehimlerken, erime noktası kalay veya kurşun içeren lehimden daha yüksek olan saf kalay kullanılır. Bazen, büyük parçaları lehimlemek için, bir gaz brülörü veya kaynak makinesi ile açık ateşte ısıtılan çekiç havyaları kullanılır. Gelecekte, her şey standart şemaya göre gerçekleşir: temizleme, eritme ve kalaylama, parçaları birleştirme ve bir havya ile ısıtma. Bu havya için saf kalay lehim uygundur.
İçeriden, bağlantı parçası, kural olarak, borudan geçmesini önleyen bir kenarlığa sahiptir. Fittingin borunun üzerine istenilenden daha fazla itilmesi gerekiyorsa kaba bir eğe ile çıkarılabilir ve gereksiz delik bu şekilde lehimlenmelidir.
Bağlantıların sıkılığını kontrol etme yöntemleri
Gaz boru hattının sızdırmazlığı bölümler tarafından kontrol edilir. Apartman binaları durumunda, yakıtın binaya enjekte edildiği yerden ev aletleri için musluklara kadar bir segment seçilir.
Fişler bölümün uçlarına yerleştirilir. Borulardaki basınç, standart değerleri %25 oranında aşmaktadır. Basınç düşüşü, bağlantıları kontrol etmek için bir nedendir.
Eklemlerin, dalların ve ekipman bağlantı noktalarının bütünlüğü iki şekilde kontrol edilir:
- Gaz kaçağı göstergesi ile.
- Bir sabun çözeltisi uygulayarak, emülsiyon.
İlk durumda, cihazın dijital, sesli veya renkli sinyali sizi tehlike konusunda bilgilendirecektir. İkincisinde, kabarcıkların görünümünü izlemeniz gerekir. Varlıkları, bağlantının bütünlüğünün ihlal edildiğini gösterir.





Dişli bağlantı parçalarının montajının özellikleri
Çeşitli dişli bağlantı parçaları sayesinde boru hattı en karmaşık kıvrımları ve dönüşleri gerçekleştirebilir.

Metal / plastik yapıları bağlamanın en yaygın yolu "Amerikan" bağlantı elemanıdır.Uçlarında bir kaplin ve diş bulunan böyle bir eleman, farklı parçaları kolayca ve hızlı bir şekilde yerleştirmenizi sağlar.
Polimer ve metal elemanların birleştirilmesi için en popüler cihaz, çeşitli ebatlarda mevcut olan Amerikan armatürüdür. Plastik manşonlu ve metal dişli kullanışlı bir cihazın montajı son derece kolaydır ve kısa sürede güvenilir ve sıkı bir bağlantı oluşturmanıza olanak tanır.
Adım adım kurulum talimatları
Metal bir boruyu bir polipropilen veya başka bir plastik boruya bağlamak için şunları yapmalısınız:
Özel bir havya kullanarak bağlantı manşonunu polimer borunun ucuna kaynaklayın ve ardından bağlantının soğumasını bekleyin.
Metal parçayı "Amerikan" ın diğer ucuna getirin ve ardından ipliği sıkın. Eklemi kapatmak için, ek olarak bir veya iki kat FUM bant, çekme veya keten lifi ile iplik boyunca sarmanız önerilir (ayrıca silikonla kaplayabilirsiniz).
Bağlantı her zaman elle sıkılmalıdır: alet kullanımı istenmez ve hatta tehlikelidir.
Özel ekipman, uygulanan kuvvetleri tam olarak kontrol etmenize izin vermez, bu da parçanın zarar görmesine neden olabilir.
İşi tamamladıktan sonra, ortaya çıkan sabitlemenin gücünü kontrol etmek önemlidir. Bunu yapmak için suyu açın ve sızıntı olmadığından emin olun.
Eklemden hala nem süzülüyorsa, cıvatayı biraz daha sıkmayı deneyebilirsiniz. Daha fazla su akışı ile ipliği tekrar gevşetmek ve tüm manipülasyonları tekrar yapmak gerekir.
Bitmiş bağlantının şekli, plastik parça bir bina saç kurutma makinesi ile yumuşatılarak ve ardından proje için gerekli olan büküm yapılarak değiştirilebilir.
Dişsiz metal boru bağlantısı
Plastik bir borunun, dişi olmayan bir metal muadili ile bağlanması gerektiği durumlar vardır.

Borudaki diş, özel bir alet - bir diş açıcı kullanılarak uygulanabilir. Özel mağazalarda, böyle bir cihazın hem mekanik hem de elektrikli modellerini bulabilirsiniz.
Benzer bir sorun, çelik veya dökme demirden yapılmış bir parçaya oluklar uygulayabileceğiniz "diş açıcı" veya "diş kesici" adı verilen özel bir aletle çözülebilir.
İki montaj seçeneği vardır:
- Farklı çaplardaki borular için tasarlanmış birkaç kesici içeren elektrik. Bu tür modeller rahat ve kullanımı kolaydır, ancak maliyeti yüksektir.
- Manuel iplik geçirici çok daha ucuzdur, ancak onunla çalışmak daha fazla fiziksel güç ve belirli beceriler gerektirir.
Borulardaki dişlerin nasıl kesileceği hakkında daha fazla bilgiyi makalemizde okuyabilirsiniz.
İplik kesicileri kullanırken birkaç basit kurala uymalısınız:
Boru duvardan kısa bir mesafedeyse alet çalıştırılamaz.
Elektrikli diş açıcı hızla ısınır, bu nedenle birden fazla parça işlerken periyodik olarak dinlenmeniz gerekir.
Bir el aparatı ile çalışırken, ipliği istenen uzunlukta kesene kadar hareketleri değiştirmek, yarım ileri ve çeyrek dönüş yapmak önemlidir.
Bir boruya diş açmak için boruyu iyice temizlemek, gerekirse mevcut boyayı çıkarmak ve metal akışlarını zımparalamak gerekir. Daha sonra elektrikli veya oymalı bir aletle oyulur.
Kesilen oluklar iyi temizlenir ve katı yağ, yağ veya başka bir yağlayıcı ile yağlanır ve ardından bir bağlantı parçası ile bağlantı için kullanılır.
Keten iplik ile sızdırmazlık
Bu yöntem en eskisidir. Sovyet dairelerinde boru bağlantıları bu şekilde kapatılmıştır. Mağazada başka dolgu macunu yoksa, kesinlikle keten ve sıhhi tesisat macunu bulunacaktır. Ancak bu mührün bir takım önemli dezavantajları vardır:
- Kurallara göre keten, kurutma yağı ve kırmızı kurşun ile birlikte kullanılır. Kurşun, eklemin aşınmasını önler ve kuruyan yağ, bir polimer gibi ketenin gözeneklerini doldurur. Ancak yüksek kaliteli bileşenler bulmak oldukça zordur, bu nedenle kırmızı kurşun genellikle yalnızca metal bileşenlerin oksidasyonunu hızlandıran demir ile değiştirilir. Bazı ustalar silikon bazlı otomotiv mastikleri kullanarak durumdan kurtulurlar.
- İpliğe keten ipliği döşemenin karmaşıklığı. Deneyimli tesisatçılar için bu kadar kolay olan, uzman olmayanlar için birçok zorluğa neden olabilir. Bağlantıya ilk kez ketenin doğru şekilde sarılması pek olası değildir ve bu işlemin yapılmasındaki herhangi bir hata, contanın çok uzun sürmemesine neden olacaktır.
- Len, değişen çalışma koşullarına çok iyi tolerans göstermez. Bu nedenle, ısıtma sistemlerinde telleri çok daha hızlı çökecektir. Ayrıca, bu tip conta agresif ortamlara iyi yanıt vermez.
- Malzemenin yüksek higroskopikliği, yeterince güçlü olmayan derzlerin basitçe patlayabileceği için şişmesine yol açar. Örneğin, alüminyum radyatörlerin sızdırmazlığını sağlarken keten kullanılması tavsiye edilmez.
paketleme sorusu
Gaz bağlantılarının paketlenmesi, sızıntılara karşı koruyucu bir önlemdir. İhtiyacınız olan işlem için: dişli bağlantılara yatırım yapmak için keten ve yapıştırın.
- Kullanılan ketenden küçük bir iplik koparılır.


- İplikte çentik yoksa, yapılması gerekir. Özel bir alet kullanılır.

Çentikler sayesinde iplik vidalanırken keten çıkmıyor.
- Sarma, ipliğin ucundan başlar. Sonuna doğru devam ediyor. Keten, ipliğin üstünü biraz örtmelidir.


Bu hacim, ketenin eklemde sabitlenmesi için yeterlidir.

Düzgün bir bağlantı ortaya çıkıyor.

- Keten macunla sarılır.


- Bitmiş bağlantı vidalanmıştır.

- Amerikalının karşılıklı elemanı gerilir (burada bir anahtar kullanılır) ve bir ısıtma aparatına (radyatör) sarılır.


- Sonuç.




