
- Piyasada hangi armatürler var
- Sıkıştırma parçaları
- Pres bağlantı parçaları
- Kılcal damar
- Su temini ve ısıtma sistemleri için bakır boruların kendin yap montajı
- uydurma sayısı
- Toplantı
- Bakır borularla çalışmanın nüansları
- Boru işleme ve kaynak gereksinimleri
- Bakırın diğer metallerle etkileşimi hakkında
- Geçersiz Hatalar
- Bakırdan yapılmış boruları birleştirme seçenekleri
- Kaynak eklemi
- Flaring bağlantısı
- Basın bağlantı yöntemi
- Diş tipi bağlantılar
- Fren borularının amacı
- Bakır boruları bağlama yöntemleri
- Gaz meşalesi ile lehimlemenin sırları
- Sıkıştırma bağlantı parçaları ile bağlantı
Piyasada hangi armatürler var
Bakır boruların kendin yap montajı basit bir iş olarak kabul edilir. Bu boru ürünlerini bağlarken Viega lehimli bağlantı elemanları kullanılmalıdır.
Şu anda 3 tip bağlantı parçası kullanılmaktadır:
- sıkıştırma;
- pres parçaları;
- kılcal damar.
Pres bağlantı elemanlarını takmak için farklı çaplarda ve farklı şekillerde bir takım pense kullanmanız gerekir.
Sıkıştırma parçaları
Bakır borular için sıkıştırma bağlantı parçaları, sıkma sırasında kullanılan bir halkaya sahiptir. Bu parça, bakır boruların güvenilir şekilde sızdırmazlığını sağlar. Bu tür bakır bağlantı parçaları, özel bir anahtar ve somun kullanılarak sıkılmalıdır.
Ayrıca, presleme için bakır borular için bağlantı parçaları 2 tip olabilir:
- A Tipi. Yarı katı bakırdan yapılan kara boru hatlarının yapımında kullanılır;
- B Tipi. Bakır borular için bu tür kıvrımlı bağlantı parçaları, çeşitli iletişimlerin yapımında kullanılır - yer altı ve yer üstü. Bu durumda yumuşak tüpler kullanılır.
Sonuç olarak, sıkıştırma bağlantılarının montajı basit ve kullanışlıdır. Bu durumda, ısıtma kullanmanıza ve özel ekipman kullanmanıza gerek yoktur.
Pres bağlantı parçaları
Pres fitting kullanıldığında, bakırın borulara yüksek plastisite kazandırdığı gerçeği bunu takip eder.
Pres bağlantı parçaları, dış etki altında boru hattında görünebilecek deformasyona karşı hassastır. Sıkma borularında kullanılan bu ürünler en güvenilir olarak kabul edilir.
Bakır boruların yerleştirilmesi şu şekilde yapılır: ilk olarak, bu tür bakır ürünler pres bağlantısına yerleştirilir ve daha sonra özel pres maşaları ile sıkıca kıvrılır.
Bu teknolojinin kullanımı sayesinde güvenilir bir bağlantı oluşturulur.
Kılcal damar
Kılcal bakır bağlantı parçaları lehimli konektörlerdir. Bu parçalardan tüplerin yerleştirilmesi lehim yapımında yapılır.
Lehim, bakırdan yapılmış ve kılcal bağlantının dişlerinin altına yerleştirilmiş bir teldir.
Böyle bir parçanın montajı şu şekilde yapılır:
- akı ile önceden kaplanmış olan boruya bir bağlantı parçası monte edilmiştir;
- daha sonra bağlantı elemanı bir brülör ile ısıtılır. Bu durumda, lehimin tamamen erimesi ve bu tür ürünlerin tüm bağlantılarının onunla emprenye edilmesi için borunun tüm parçaları iyi ısıtılmalıdır;
- bakır ürün soğuduktan sonra, fazla lehimi zımpara kağıdı kullanarak çıkarın.
Kılcal bağlantıların ana avantajı, ısıtıcı veya brülör kullanmadan hızlı bir şekilde kurulabilme yeteneğidir. Brülörün kullanılamayacağı nesnelerin yanı sıra bir tank veya tankın üzerine kurulurlar.
Bu tür bağlantı parçalarının bağlantısı, sıkıştırma elemanları kullanılarak yapılandan daha güvenilir olarak kabul edilir.
Evin her yerine boru hatları döşenirken, birkaç boru döşenmelidir. Bu durumda maliyeti düşük olan bir bakır boru genişletici kullanılmalıdır.
Ayrıca, bu tür boruları kurarken, bakır borular flanşlıysa çok tasarruf edebilirsiniz - kendi ellerinizle lehimleme için bir bağlantı ve bağlantı parçası yapın. Bu durumda, boncuk ve boru genişletici gibi aletler kullanarak lehimleme için bakır bağlantı parçaları yapabilirsiniz.
Lehimli bakır bağlantı parçaları kendiniz yapmak için, elle çalıştırılan veya elektrikli bir dizi bakır boru genişletici satın alabilirsiniz.
Ayrıca, bu tür boru hattı elemanlarının döşenmesi sırasında bir bakır boru silindiri kullanılır. Bu aletle metal, belirli bir boyuttaki bir silindirin etrafında yuvarlanır. Ayarlanabilir silindirleri düzensiz olanlara hareket ettirerek parçanın gerekli çapı seçilir.









Bakır boruların haddelenmesi, sünek metallerden veya plastik malzemelerden gerekli şekle sahip bir iş parçasının oluşturulmasını mümkün kılar.
VİDEO İZLE
Bu tür boruların maliyeti, kesite, duvar kalınlığına, bakır derecesine ve diğer faktörlere bağlıdır. Bakır boru ve bağlantı parçaları için ortalama fiyat 415 ruble / kg'dan başlar. Görüntülere göre - 200 ruble / m'den. P.
Bağlantı parçaları 25 - 986 ruble / parça maliyeti.
Su temini ve ısıtma sistemleri için bakır boruların kendin yap montajı
- Kurulumdan önce boruları gerekli uzunlukta bölümlere ayırmak gerekir.
- Boruları bir boru kesici veya demir testeresi ile ısıtmak için kesmek daha iyidir.
- Boru hatlarının iç yüzeyinde çapak ve metal talaşlar bulunmamalıdır. Bu görevi tamamlamak için bir dosyaya ve kazıyıcıya ihtiyacınız olacak.
- Özellikle kesmenin, boruyu hafifçe deforme eden metal için bir demir testeresi ile yapıldığı durumlarda, kesme noktası düzleştirilmelidir.
- Boru şeklindeki ürünü manuel olarak veya özel bir alet kullanarak bükebilirsiniz.
- Isıtma sistemi özellikle karmaşık bir şekle sahip kavisli bölümlere sahipse, bir boru bükücü kullanılması önerilir. Böyle bir bükülme, malzemeyi daha sonra bir korozyon yeri haline gelebilecek istenmeyen kırışıklıklardan koruyacaktır.
- Ürünler, izin verilen minimum yarıçapla bükülmelidir.
- Bir boru kesici ile çalışırken bükülme yarıçapı, boru hattının çapının en az 3,5 katı olmalıdır. Borular elle bükülüyorsa en az 8 çapta bükülme yarıçapı yapılmalıdır.
Bakır borulu ısıtma sistemi
Bakır ısıtma sisteminin elemanlarının bağlantısı, zaten bilinen iki yolla gerçekleştirilir:
- Sıkma parçaları;
- lehimleme yöntemi.
Bakırın kolayca bükülebilmesi nedeniyle montajı basittir ve az sayıda bağlantı gerektirir. Bununla birlikte, ısıtma sistemindeki malzemeleri birleştirmek için bazı kuralları hatırlamak gerekir.
Alüminyum radyatör kullanımından kaçınılamıyorsa çelik boru ile geçiş yapılmalıdır. Bu, bakır ve alüminyumu birleştirirken korozyonun başlamasını önlemeye yardımcı olacaktır. Çelik veya dökme demir gibi diğer malzemelerden yapılmış radyatörlerde ise böyle bir sorun yoktur.
Bakır boruların montajı farklı şekillerde gerçekleştirilebilen bir işlemdir. Montaj, kaynak ve lehimleme dahil olmak üzere bu tür ürünleri bağlamak için çeşitli seçenekler vardır. Bazı durumlarda finansal maliyetleri azaltabilecek diğer üreticilerin bağlantı parçalarının kullanılmasına izin verilir.
uydurma sayısı
Bakır boru hatlarının kurulumunu gerçekleştirmek için bağlantı parçaları gereklidir. Kıvrılabilir veya lehimlenebilirler. İlk durumda, bağlantı ikinci - tek parça halinde ayrılabilir olacaktır.
Bağlantı parçaları seçimi ayrıca tüm elemanların sabitlenmesini de etkileyecektir.
Toplantı
Gerekli bağlantı sayısı sayıldıktan sonra boru montajına geçilir. Başlamak için, ürünlerin kenarları ince bir akı tabakası ile kaplanmıştır. Elemanlar ısıtıldığında mutlaka meydana gelen oksidasyon sürecini önlemek için prosedür gereklidir. Bu işleme yöntemi, mukavemeti olumsuz yönde etkileyen yabancı maddelerin derz üzerinde birikmesini önler.
Fittingler ile kıvrılan boruların uçları özel maşalar yardımı ile kenetlenir. Fiksasyona neden olan bu basınçtır.
Bakır borularla çalışmanın nüansları
Evde iç boru hatlarının kurulumunu gerçekleştirmek için plastik, metal-plastik veya paslanmaz çelikten yapılmış bir boru seçebilirsiniz. Ancak sadece bakırdan yapılmış bir analog, yarım yüzyıldan fazla bir süredir sorunsuz hizmet verebilir ve elden geçirebilir.
Pratikte düzgün bir şekilde kurulmuş bakır boru sistemleri, bir yazlık veya apartman binasına atanan tüm çalışma süresi boyunca düzgün çalışır.
Bakır borular uzun süreli termal yüklerden, klordan ve ultraviyoleden korkmaz.Donarken çatlamazlar ve iç ortamın (su, kanalizasyon, gaz) sıcaklığı değiştiğinde geometrilerini değiştirmezler. Plastik muadillerinden farklı olarak bakır boru hatları sarkmaz. Bu plastik, yüksek sıcaklıklarda genleşmeye tabidir, bakır ile bu tanım gereği gerçekleşmez.
Boru bakır ürünlerinin iki dezavantajı vardır - yüksek fiyat ve metalin yumuşaklığı. Bununla birlikte, malzemenin yüksek maliyeti, uzun bir hizmet ömrü ile karşılığını verir. Ve boruların duvarlarının erozyondan içeriden zarar görmemesi için sisteme filtre takılması gerekir. Suda katı parçacıklar şeklinde kirlilik yoksa, boru hatlarının tahrip olmasıyla ilgili herhangi bir sorun olmayacaktır.










Boru işleme ve kaynak gereksinimleri
Bakır borularla çalışırken aşağıdaki kurallara uyulmalıdır:
- Soğuk su veya sıcak su borularını lehimleyerek monte ederken, kurşun lehim kullanımı hariç tutulmalıdır - kurşun çok zehirlidir.
- Su akış hızı 2 m / s'den yüksek olmamalıdır, aksi takdirde en küçük kum parçacıkları veya diğer katı maddeler yavaş yavaş boru duvarlarını tahrip etmeye başlayacaktır.
- Akı kullanırken, kurulum tamamlandıktan sonra boru hattı sistemi hatasız temizlenmelidir - akı agresif bir maddedir ve bakır boru duvarlarının korozyonuna katkıda bulunur.
- Lehimleme sırasında bağlantının aşırı ısınmasına izin verilmemelidir - bu sadece sızdıran bir bağlantının oluşmasına değil, aynı zamanda bakır ürünün mukavemet kaybına da yol açabilir.
- Bakırdan diğer metallere (çelik ve alüminyum) boru geçişlerinin pirinç veya bronz adaptör bağlantı parçaları kullanılarak yapılması önerilir - aksi takdirde çelik ve alüminyum borular hızla korozyona başlar.
- Kesme noktalarındaki çapaklar (metal birikintileri) ve çapaklar giderilmelidir - bunların varlığı, su akışında erozyona ve bakır boru hattının çalışma ömrünün azalmasına katkıda bulunan türbülanslı girdapların oluşumuna yol açar.
- Bakır boruları bağlantı için hazırlarken, aşındırıcıların kullanılması kesinlikle yasaktır - kurulumdan sonra içeride kalan parçacıkları metale zarar verir ve fistül oluşumuna neden olur.
Evdeki sıhhi tesisat veya ısıtma sisteminde, bakırın yanı sıra, diğer metallerden yapılmış borular veya elemanlar da varsa, su akışı onlardan bakıra gitmeli ve bunun tersi olmamalıdır. Bakırdan çeliğe, çinkoya veya alüminyuma su akışı, ikincisinden boru hattı bölümlerinin hızlı elektrokimyasal korozyonuna yol açacaktır.
Metalin sünekliği ve mukavemeti nedeniyle bakır borular kolayca kesilir ve bükülür. Boru hattı, bir boru bükücü kullanılarak veya bağlantı parçaları kullanılarak döndürülebilir. Ve çeşitli cihazlarla dallanma ve bağlantı için ısıya dayanıklı plastik, pirinç, paslanmaz çelik ve bronzdan yapılmış birçok parça vardır.
Bakırın diğer metallerle etkileşimi hakkında
Çoğu özel evde, ev su boruları çelik ve alüminyum borulardan monte edilir. Isıtma sistemlerinde çelik veya alüminyumdan yapılmış radyatörler de bulunmaktadır. Böyle bir bakır boru düzenine yanlış yerleştirme, önemli problemlerle doludur.
En uygun kurulum seçeneği, yalnızca bakır ve alaşımlarından boru ve cihazların kullanılmasıdır. Artık bimetalik alüminyum-bakır radyatörlerin yanı sıra ilgili armatürleri ve valfleri kolayca bulabilirsiniz. Farklı metalleri birleştirmek sadece aşırı durumlarda.
Kombinasyon kaçınılmazsa, boru hattı elemanları zincirinde bakır sonuncu olmalıdır. Elektrik akımı iletme yeteneğinden kurtulmak imkansızdır. Ve zayıf bir akımın varlığında bile, bu metal çelik, alüminyum ve çinko ile galvanik çiftler oluşturur ve bu da kaçınılmaz olarak erken korozyonlarına yol açar. Bir su temin sistemi kurarken, aralarına bronz adaptörler takmak zorunludur.
Diğer bir potansiyel problem ise sudaki oksijendir. İçeriği ne kadar yüksek olursa, borular o kadar hızlı paslanır. Bu, hem aynı metalden hem de farklı olanlardan yapılmış boru hatları için geçerlidir.
Çoğu zaman, yazlık sahipleri, ısıtma sistemindeki soğutma sıvısını sık sık değiştirerek ciddi bir hata yaparlar. Bu sadece tamamen gereksiz oksijen kısımlarının eklenmesine yol açar. Suyu tamamen değiştirmemek, gerektiğinde eklemek en iyisidir.
Geçersiz Hatalar
İki parçanın kalitesiz bağlantısının nedeni çoğunlukla aceledir, bu nedenle, kesimden sonra oluşabilecek yabancı küçük nesnelerin olmaması için ürünün kenarlarını kontrol etmeyi hatırlamanız gerekir.
Akı uygularken, herhangi bir kusur zayıf temasa neden olabileceğinden, en küçük yüzey alanını bile kaçırmamaya çalışmak önemlidir. Yüzeyin herhangi bir kısmı hafifçe ısıtılırsa, bu iki metalin zayıf bir füzyonuna yol açacaktır. Aşırı ısınma, akıyı yakabilir ve lehimleme yerinde güvenilirliğini etkileyen kireç veya oksit oluşturabilir.
Aşırı ısınma, akıyı yakabilir ve lehimleme yerinde güvenilirliğini etkileyen kireç veya oksit oluşturabilir.
Yüzeyin herhangi bir kısmı hafifçe ısıtılırsa, bu iki metalin zayıf bir füzyonuna yol açacaktır. Aşırı ısınma, akıyı yakabilir ve lehimleme yerinde güvenilirliğini etkileyen kireç veya oksit oluşturabilir.
Bakırdan yapılmış boruları birleştirme seçenekleri
Isıtma montajı yapılırken çeşitli kurulum yöntemleri kullanılır. Bu nedenle, bakır boruların kenetlenmesi, daraltılabilir ve daraltılamaz bir yöntemle gerçekleştirilir. İlk durumda, otomatik olarak sabitlenen flanşlar, dişli bağlantı elemanları, bağlantı parçaları kullanılır. Ayrılamayan bir ısıtma sistemi tasarlanırken presleme, lehimleme ve kaynak kullanılır.
Kaynak eklemi
Bakır boruların kaynak işlemine bir göz atalım. Bu yerleştirme tekniği, çapı 108 mm veya daha fazla olan borulara uygulanır. Isıtma malzemesinin et kalınlığı en az 1,5 mm olmalıdır. Kaynak işi yapmak için, bu durumda, uygun sıcaklık 1084 derece iken, sadece alın gerekir. Isıtma kurulumu için bu seçeneğin elle yapılması önerilmediğini eklemeye değer.
Bugüne kadar, inşaatçılar çeşitli kaynak türleri kullanır:
- Oksi-asetilen tipi brülörler kullanarak gaz kaynağı.
- Argon veya helyum - inert bir gaz ortamında gerçekleştirilen sarf elektrotları ile kaynak.
- Sarf malzemesi olmayan elektrotların kullanıldığı kaynak.
Çoğu durumda, bakır elemanları birleştirmek için ark kaynağı yöntemi kullanılır. Boru hattının montajında kullanılması planlanan borular saf bakırdan yapılmışsa, argon, nitrojen veya helyum ortamında eriyen olmayan tungsten elektrotların kullanılması gerekir. Bakır elemanların kaynağında işlem hızlı olmalıdır.Bu, borunun metal tabanında çeşitli oksidasyonların oluşmasını önleyecektir.











Bakır boruların kaynak bağlantısı
Böyle bir bağlantıya güç vermek için, yerleştirme işinin tamamlanmasının ardından, ortaya çıkan bağlantıların ek olarak dövülmesi önerilir.
Flaring bağlantısı
Isıtma sistemlerinin montajı sırasında kaynak torçlarının kullanılması bazı rahatsızlıklar yaratır. Bu durumda, havşalı bakır boru bağlantılarına başvurulması tavsiye edilir. Bu kurulum yöntemi, zorunlu bir ısıtma tertibatı durumunda olumlu bir rol oynayacak olan çıkarılabilir olacak.
Bu tür bir işlem, bir alev alma cihazının zorunlu mevcudiyetini gerektirecektir. Isıtma borularının alevlenerek nasıl bağlanacağını ayrıntılı olarak açıklamaya çalışacağız:
- öncelikle, malzemenin kesilmesi sırasında oluşan çizikleri ve çapakları yüzeyinden çıkarmak için borunun ucu temizlenir;
- boruya bir bağlantı sabitlenmiştir;
- daha sonra boru, daha fazla genleşmenin gerçekleştirildiği bir sıkıştırma cihazına yerleştirilir;
- daha sonra borunun ucunun açısı 45 dereceye ulaşana kadar aletin vidasını sıkmaya başlamalısınız;
- boru bölgesi bağlantıya hazır hale geldikten sonra yanına bir kaplin getirilip somunlar sıkılmalıdır.
Aşağıdaki videoda süreç hakkında daha fazla bilgi edinebilirsiniz.
Basın bağlantı yöntemi
Isıtma borularının montajı için yukarıdaki yöntemlerin tümüne ek olarak, bir presleme yöntemi de vardır. Bu durumda bakır elemanları birleştirmek için borunun önceden hazırlanmış ucunu durana kadar kaplinin içine sokmak gerekir. Bundan sonra, boruların sabitleneceği hidrolik veya manuel bir pres kullanılması gerekecektir.
Isıtmanın kalın cidarlı borulardan yapılması planlanıyorsa, özel geçme manşonlu pres bağlantı parçaları gerekecektir. Bu elemanlar, boruları ve bağlantı parçalarını içeriden ısıtmak için sıkıştırmayı mümkün kılarken, dış contalar yapının mükemmel sızdırmazlığını sağlayacaktır.
Diş tipi bağlantılar
Ne yazık ki, piyasada dişli bağlantılı bakır borular bulmak mümkün değildir ve bu nedenle ısıtma sisteminin parçalarını birleştirmek için rakor somunu olan bağlantı parçaları kullanmak gelenekseldir.
Bakır boruları diğer malzemelerden yapılmış borularla birleştirmek için bronz veya pirinç dişli bağlantı parçaları kullanılır. Kullanımları galvanik korozyon olasılığını ortadan kaldırır. Boruların çaplarının farklı olması durumunda, özel genişleticilerin yardımına başvurun.
Günümüzde bakır ısıtma sistemleri için kullanılan conta türleri göz önüne alındığında, iki tür dişli bağlantı vardır:
- Konik tip ("Amerikan") konsolidasyonları. Bu elemanlar, yüksek sıcaklık göstergeleri koşullarında ısıtma tesisatı için tavsiye edilir.
- Düz tip bağlantılar. Bu tür malzemeler, tasarımlarında çeşitli renklerde polimerik malzemelerden yapılmış contaları içerir. Contalar, bu tür elemanlarla çalışabileceğiniz sıcaklıkları belirtmek için farklı renklerde boyanmıştır.
Bakır borular için bağlantı şeması
Fren borularının amacı
Herhangi bir hidrolik sistem, akışkanın çalışma mekanizmalarına beslendiği hatlara ihtiyaç duyar. Bir arabanın fren sistemi bir istisna değildir, ancak kendine has özellikleri vardır.Hem frenlerin tasarımıyla hem de kullanılan çalışma sıvısının çok katı gereksinimlerin uygulandığı teknik özellikleriyle bağlantılıdırlar:
- 200 dereceyi aşan sıcaklıklarda kaynamamalıdır;
- kırk derecelik donda akışkanlığını kaybetmeyin;
- fren sisteminin kauçuk parçalarına karşı agresif olmayın;
- korozyona yol açmaz.
Son nokta, modern bir otomobilin aracının ayrılmaz bir parçası olan fren boruları için özellikle önemlidir. Tipik bir fren sisteminin çalışma prensibini düşünün.
Araç durdurma algoritması aşağıdaki eylemlerle ilişkilidir:
- sürücü, gerekirse, aracın hızını tamamen durana kadar azaltmak için uygun kuvvetle fren pedalına basar;
- pedal çubuğu doğrudan fren ana silindirinin pistonuna etki ederek onu harekete geçirir;
- silindir içinde hareket eden piston, fren hidroliğine etki ederek belirli bir fenomen yaratır;
- sıkıştırılabilirliği sıfıra yakın olan sıvı, otoyol boyunca hareket eder ve tekerleklerin her birinde bulunan fren silindirlerine etki eder;
- Pistonlar, momentumu fren balatalarına iletir, bu da disklere bastırarak bir fren kuvveti oluşturarak tekerleklerin dönüşünü yavaşlatır.
Bu zincirde, fren boruları, çalışma sıvısının içinden geçtiği hidrolik hattın ayrılmaz bir parçasıdır. Görevleri, TJ'nin sızmasını önlemektir, bu nedenle fren sisteminin diğer elemanları ile bağlantılarının kalitesi özellikle önemlidir. Bunun için alev alma adı verilen teknolojik bir işlem kullanılır.









Özü, borunun uç bölümünün çapını eşit bir şekilde artıracak şekilde deformasyonunda yatmaktadır (tüp ucunun çapını daraltmaktan oluşan zıt işleme haddeleme denir). Boruların birbirine veya borunun manifolda en sıkı bağlantısını sağlamak için havşalama gereklidir.
Daha önce de belirttiğimiz gibi, fren boruları mekanik strese maruz kaldığından, hasar görebilir ve sistemin basıncının düşmesine neden olabilir - bu durumda, bunları değiştirmek için hemen bir işlem gerekir. Normal aşınma ve yıpranma, bu fren sistemi bileşeninin değiştirilmesinin daha yaygın nedenidir.
Tüpün kendisini genişletme prosedürü üç aşamadan oluşur:
- boru levhası ile borunun ucu arasındaki gerekli boşluğun belirlenmesi;
- hem boruların hem de boru levhalarının genişletilmesi;
- sönümleme yükünün tüpün iç duvarlarından uzaklaştırılması.
Deformasyon teknolojisi, fren borusunun metalinin plastik deformasyona tabi tutulmasını ve ızgaranın metalinin elastik deformasyona tabi tutulmasını gerektirir. Bu koşulu sağlamak için ızgara, genleşme aşamasının tamamlanmasından sonra boru ızgarasının boruyu tamamen "kavramasına" izin veren daha sert bir metalden yapılmıştır.
Böyle bir bağlantının gerekli sıkılığının sağlanması, temas eden parçaların dış yüzeyleri arasında oluşturulan temas basınç yöntemi uygulanarak gerçekleştirilir. Bazı durumlarda, genişletilmiş boru uçlarını bağlama teknolojisi kaynak kullanımını içerir - bu yönteme birleşik denir.
Fabrikada, dönüş hızını kontrol etme imkanı sağlayan hidrolik, pnömatik veya elektrikli tip tahrik ile donatılmış özel bir makine kullanılarak havşa gerçekleştirilir. Bağlantının gerekli güvenilirliğini sağlamak sürücüye bağlıdır.
Fren borularını değiştirirken, bir otomobil mağazasından satın alınabilecek özel bir alet kullanılarak parlama gerçekleştirilir.
Bakır boruları bağlama yöntemleri
Uygulamada, bakır boru hatlarının montajı için iki yöntemden biri kullanılır - lehimleme veya mekanik sıkma.
Gaz meşalesi ile lehimlemenin sırları
Sistemi monte etmek için bir lehimleme yöntemi seçerken aşağıdakiler dikkate alınmalıdır: bu şekilde yapılan tüm bağlantılar tek parçadır. Lehimleme, yüksek oranda sızdırmazlık güvencesi sağlar, ancak bazı bakım kısıtlamaları getirir. Ek karmaşıklık olmadan sistemi yükseltmek genellikle imkansızdır.
Bu nedenle, örneğin yeni ekipmanın tanıtılması nedeniyle su kaynağının (ısıtma sistemi) bir kısmını değiştirmek gerekirse, zorluklar ortaya çıkabilir. Sisteme bir kaplin, tişört veya başka bir parça ekleyebilmek için tekrar gaz brülörü ve lehimleme tekniğini kullanmanız gerekecektir.
Bu nedenle duvar veya zemin altı gömülü gizli tesisat projelerinde lehimli bağlantılar kullanılmaktadır.
Lehimleme işlemi, bir gaz brülörünün (açık ateş ve yanma ürünleri) çalışmasıyla ayrılmaz bir şekilde bağlantılıdır. Bu nedenle, bu teknik, özellikle daha önce ince bir yüzeyin yapıldığı odalarda kurulum için her zaman uygun değildir.
Adım adım kurulum işlemi lehimleme:
- Boyuta göre iki boru kesilir.Uç alan çapaklardan temizlenir.
- Borulardan birinin uç kısmı bir kalibratör ile genişletilir - bir çan yapılır.
- Metal bir fırça ve zımpara kağıdı ile lehim noktalarını parlatacak şekilde temizleyin.
- Temizlenmiş yüzeyler bir flux çözeltisi ile işlenir.
- İşlenen parçalar iç içe geçirilir.
- Bağlantı, lehimin erime noktasına (350-500ºС) kadar bir brülör ile ısıtılır.
- Lehim çubuğunun ucu soketin alt kenarına dokunur.
Yüksek sıcaklığın etkisi altında, lehim erir ve akı dumanlarının yarattığı kılcal etki nedeniyle memenin duvarları ile soket arasındaki boşluğa akar. Bu, düzgün ve yüksek kaliteli bir lehim bağlantısı ile sonuçlanır. Bu, boru içinde boru lehimlemenin sadece bir örneğidir.
Bağlantı parçaları ve diğer elemanlarla lehimleme aynı şekilde gerçekleştirilir.
Bakır boruların lehimlenmesi için adım adım talimatlar ve işin teknik nüansları bu makalede verilmektedir.
Sıkıştırma bağlantı parçaları ile bağlantı
Başka bir yaygın teknoloji - mekanik sıkma kullanıyorsanız, bakır boruların kurulumunu kendi elinizle yapmak çok daha kolay ve kolaydır. Bu durumda bakır boruların bağlantısını oluşturmak için özel bağlantı parçaları kullanılır.










Polipropilen borularla çalışırken yaklaşık olarak aynı elemanlar kullanılır. Ancak bakır için, kıvrım halkasının biraz farklı bir tasarımını yaparlar - tek parça, kesiksiz.
Sıkıştırma armatürleri pirinçten yapılmıştır. Malzemelerin plastisite derecesine bakıldığında, bakır ve pirinç için bu değerler hemen hemen aynıdır.
Pirinç-bakır çifti bağının önemli bir özelliği, malzemeler arasında neredeyse tamamen galvanik bağlantının olmamasıdır.
Bu faktör, çalışma sırasında bağlantının saflığını garanti eder - oksit, korozyon vb.
Alüminyumda durum oldukça farklıdır. Bu metal, pirinçten farklı olarak, bakıra galvanik olarak bağlanmıştır. Musluk suyunun tuzlarla doyurulduğu, yani aktif bir elektrolit olduğu koşullar altında, elektrokimyasal reaksiyonun oluşması için uygun bir ortam oluşur.
Böyle bir reaksiyonun etkisi altında alüminyum yok edilir. Bu nedenle, bakır boruların ve alüminyum radyatörlerin (veya diğer alüminyum cihazların) doğrudan bağlantısı istenmez. Örneğin çelik geçişler kullanılmalıdır.
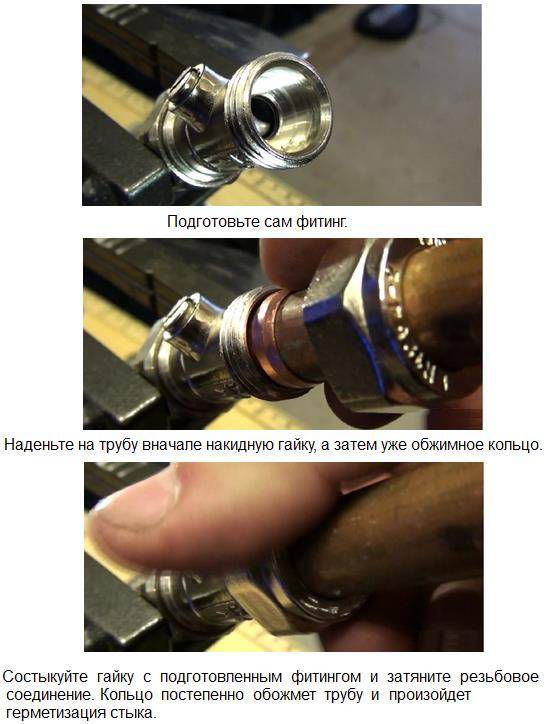
Bağlantı elemanını sıkarak monte etme:
- Borunun uç alanı çapakları alınır.
- Borunun ucuna bir somun, bir yüksük, bir bağlantı parçası konur.
- İstenilen ölçü için bir anahtar ile bağlantı tek konumda tutulur.
- İkinci anahtar ile somun, bağlantı parçasının dişine vidalanır.
Bağlantının sıkılığı, bakır borunun çapı boyunca sıkma halkasının eşit şekilde preslenmesi nedeniyle elde edilir. Somunu sıkarken aşırı kuvvet kullanılması önerilmez. İlk durdurma yerinden somunu 1-2 tur germek yeterlidir.
Pres bağlantı elemanları kullanmanın avantajları, gerektiğinde sökülüp tekrar monte edilebilmesidir. Ancak aynı zamanda, bu tür derzlerin sızdırmazlığının kalitesi, dış ve iç ortamın sıcaklığındaki değişikliklerden etkilenir.
Çoğu zaman, sıcaklık değişiklikleri nedeniyle sıkma bağlantıları sızıntı yapar. Böyle bir kusur, rakor somununu sıkarak basit ve hızlı bir şekilde ortadan kaldırılır.
Bununla birlikte, bir su temin sisteminin gizli montajı için, bakır boruların pens bağlantılarını sıkma yöntemi açıkça uygun değildir.



