- Uygulamalar
- Bakır boru çeşitleri
- Bakır boruları lehimlemek için gerekenler
- 11. Isıtma borusu çapı
- Bakır boruları bağlama yöntemleri
- Kaynak
- Bakır boruların egzoz bağlantı parçaları ile bağlantısı.
- Yuvarlanma
- Sıkıştırma uydurma
- Pres uydurma
- Bakır boruların lehimlenmesi
- Bakır boru kullanırken sınırlamalar
- Bakır boru hatlarını bağlama yöntemleri
- Isıtma tesisatı nasıl basitleştirilir
- kılcal lehimleme
- 6. Isıtma için bakır borular
- Bakır ürün çeşitleri
- Üretme
- Yöntem #2: Kanal Açma (Rulo Yiv)
- Tırtıllı oluk bağlantısının hazırlanması ve yapılması
- Komple tırtıllı sistemin test edilmesi
- 7 numara Isıtma için polipropilen borular
- Karşılaştırmalı fiyata genel bakış
- Çeşit
- Özellikler
Uygulamalar
Bu malzemeyi seçmenin daha iyi olduğu birkaç durum vardır:
- Bakır borulardan bir ısıtma sistemi kurmak için mevcut seçenek, katı yakıtlı bir kazana bağlanmaktır. Bunun nedeni, bu tür sistemlerin yüksek sıcaklıklara (100 santigrat derecenin üzerinde) uzun süre maruz kalmasıdır.
- Diğer malzemelerle karşılaştırıldığında, karmaşık bir şekle sahipse bakır daha iyidir.
- Ev sahibinin yeterli parası varsa, kurulum% 100 haklı olacaktır, en yüksek dayanıklılık göstergesini almak istiyor.
Diğer seçenekleri göz önünde bulundurarak plastik veya paslanmaz çeliğe dikkat etmeniz gerekiyor.
Bakır boru çeşitleri
Bu tür ürünler boyut ve kesit açısından farklılık gösterir ve aşağıdaki türlerdendir:
- Bakır tavlı boru. Yumuşaklık elde etmek için bu tür ürünler ısıl işleme tabi tutulur. Bu, kurulumlarını basitleştirir.
- Bakır tavlanmamış borular. Bunlar 1 ila 5 m uzunluğunda düz parçalardır.
Boruların kesiti klasik ve dikdörtgen olabilir. İkincisi, sıvılarla soğutulan stator sargıları için iletkenlerin oluşturulmasında kullanılır. Üretimleri karmaşıktır ve maliyeti geleneksel olanlardan daha yüksektir. Su temini için en popüler bakır boru çapı, drenaj sistemleri için 10 ila 23 mm'dir - 30 ila 45 mm.
Bakır boruları lehimlemek için gerekenler
Kendi elinizle yapmak zor olmayan lehim bakır boruları, pahalı ekipman ve herhangi bir özel malzeme gerektirmez. Doğru şekilde uygulamak için aşağıdaki cihazlara ihtiyacınız olacak.
Lehimin ve bağlanacakları boru bölümünün ısıtılacağı bir brülör. Kural olarak, basıncı bir kaynak redüktörü tarafından düzenlenen böyle bir brülöre propan gazı verilir.
Bakır boruları kesmek için özel alet. Bu metalden yapılan ürünler çok yumuşak olduğu için duvarları kırışmayacak kadar nazikçe kesilmelidir. Modern pazarda, hem işlevselliklerinde hem de teknik yeteneklerinde farklılık gösteren çeşitli modellerin boru kesicileri sunulmaktadır.
Önemli olan bu tür cihazların bireysel modellerinin tasarımı, ulaşılması zor yerlerde çalışmak için bile kullanılmalarına izin verir.
Bir boru genişletici, daha iyi lehimlemek için gerekli olan bir bakır borunun çapını genişletmenize izin veren bir cihazdır. Bakır borulardan monte edilen çeşitli sistemlerde, aynı bölümdeki elemanlar kullanılır ve bunları kalitatif olarak bağlamak için bağlı elemanlardan birinin çapını biraz arttırmak gerekir. Boru genişletici gibi bir cihazın çözdüğü bu problemdir.
Boru genişletici gibi bir cihazın çözdüğü bu problemdir.
Bakır boru ağız açma kiti
Bakır boruların uçlarını pah kırmak için cihaz. Düzeltmeden sonra, parçaların uçlarında yüksek kaliteli ve güvenilir bir bağlantı elde edilmesini engelleyebilecek çapaklar kalır. Bunları çıkarmak ve boruların uçlarına gerekli konfigürasyonu vermek için lehimlemeden önce bir pah kullanılır. Bugün piyasada iki ana tip pah kırma cihazı vardır: yuvarlak bir gövdeye yerleştirilmiş ve kurşun kalem şeklinde yapılmış. Kullanımı daha uygun, ancak aynı zamanda daha pahalı, çapı 36 mm'den fazla olmayan yumuşak bakır boruları işleyebilen yuvarlak cihazlardır.
Bakır boruları lehimlemeye uygun şekilde hazırlamak için, yüzeylerinden tüm safsızlıkları ve oksitleri çıkarmak gerekir. Bu amaçlar için kılları çelik telden yapılmış fırçalar ve fırçalar kullanılır.
Bakır boruların lehimlenmesi genellikle yüksek ve düşük sıcaklıkta olabilen sert lehim ile yapılır. Yüksek sıcaklıkta lehim, bileşiminde yaklaşık %6 fosfor içeren bir bakır teldir. Böyle bir tel 700 derecelik bir sıcaklıkta erir, düşük sıcaklık tipi (kalay tel) için ise 350 derece yeterlidir.
Bakır boruların lehimlenmesi teknolojisi, koruyucu bir işlev gören özel akı ve macunların kullanılmasını içerir. Bu tür akışlar, yalnızca oluşturulan dikişi içindeki hava kabarcıklarının oluşumundan korumakla kalmaz, aynı zamanda lehimin boru malzemesine yapışmasını da önemli ölçüde iyileştirir.
Her atölyede veya garajda bulunabilen bakır boruları lehimlemek için flux, lehim ve diğer temel unsurlara ek olarak ek aletlere ihtiyaç duyulacaktır. Bakır ürünleri lehimlemek veya kaynaklamak için ayrıca şunları hazırlayın:
- normal işaretleyici;
- rulet;
- bina seviyesi;
- sert kıllara sahip küçük bir fırça;
- bir çekiç.
Çalışmaya başlamadan önce bakır boruların nasıl lehimleneceğine karar vermek de önemlidir. İki ana seçenek olabilir: bakır lehimleme (daha az yaygın olarak kullanılır) ve yumuşak lehim kullanma. Bu sorunu çözerken, bir veya başka tür lehim kullanımı için gereklilikler olduğu gerçeğinden yola çıkmak önemlidir.
Bu nedenle, soğutma ünitelerinin ve klimaların lehimleme elemanları için sert lehimler kullanılır. Diğer tüm durumlarda (su temini sistemleri, ısıtma sistemleri vb.), kalay tel kullanılabilir. Ancak hangi teknoloji seçilirse seçilsin, akışın her durumda gerekli olduğu unutulmamalıdır.










Bu sorunu çözerken, bir veya başka tür lehim kullanımı için gereklilikler olduğu gerçeğinden yola çıkmak önemlidir. Bu nedenle, soğutma ünitelerinin ve klimaların lehimleme elemanları için sert lehimler kullanılır.
Diğer tüm durumlarda (su temini sistemleri, ısıtma sistemleri vb.), kalay tel kullanılabilir. Ancak hangi teknoloji seçilirse seçilsin, akışın her durumda gerekli olduğu unutulmamalıdır.
Lehimlemeden önce bakır borunun iç yüzeyini sıyırmak için fırçalar
11. Isıtma borusu çapı
Farklı malzemelerden yapılmış borular farklı çaplarda sunulmaktadır. En uygun değeri seçmek için, ısıtma sisteminin tüm şemasını incelemeniz ve uzmanlardan yardım istemeniz gerekir. Yaklaşık çap bağımsız olarak hesaplanabilir. Termal gücün bağlı olduğu odanın alanı ve soğutucunun hızı gibi parametreler dikkate alınır.
Birçoğu yanlışlıkla, borunun çapı ne kadar büyük olursa, sistemin verimliliğinin o kadar yüksek olduğunu düşünür. Aslında, çok büyük borular seçildiğinde, sistemdeki basınç düşer ve ısıtma tamamen ortadan kalkar - sıcak su tüm boru sistemini ve radyatörleri dolaşamaz. Çap ne kadar küçük olursa, su akış hızı o kadar yüksek olur. İdeal olarak, hız 0,2 m/s'den yüksek, ancak 1,5 m/s'den az olmalıdır, aksi takdirde soğutma sıvısı sirkülasyon işlemi çok gürültülü olacaktır.
Çap, hesaplamaya göre seçilir gerekli ısı çıkışı. Tavan yüksekliği 3 m'ye kadar olan odalarda her 1 m2 için 100 W enerji gereklidir. 20 m2'lik bir oda için, örneğin 2000 W termal güce ihtiyaç vardır, burada rezervin% 20'sini eklemeye değer, 2400 W alıyoruz. Bu termal güç, odada iki pencere varsa - her pencerenin altında bir veya iki radyatör tarafından sağlanır. Tabloya göre bu gücü karşılamak için iç çapı 8 mm olan borulara ihtiyaç olduğunu görüyoruz ancak 10 mm de uygun. Tabii ki, bunların hepsi koşullu hesaplamalar, ancak boru satın almak için bütçede gezinmenize yardımcı olacaklar.
Son olarak, ısıtma borularından tasarruf etmemenin daha iyi olduğunu not ediyoruz - bu sizi sayısız problemden kurtaracaktır.Akwatherm, Rehau, Banninger, Wefatherm, FV-Plast gibi üreticilerin ürünleri kendilerini kanıtlamıştır.
Bakır boruları bağlama yöntemleri
Kaynak
Oldukça nadiren oluşur. Bir kaynak torcu, ısıtma için geniş çaplı bakır boruları birbirine bağlar (108 mm çapından başlayarak);
Bakır boruların egzoz bağlantı parçaları ile bağlantısı.
Borunun içine bir delik açılır, kamlar takılır ve özel bir alet kullanılarak bir soket çıkarılır. Boruları bağlamanın oldukça zahmetli ve pahalı bir yolu, özel bir makineye ihtiyacınız var ve tesisatçılar bu montaj seçeneğine saygı duymuyor.
Yuvarlanma
Bakır boruları bağlama yöntemi iyidir ancak ısıtma sistemlerinde kullanılmaz. Genişletilmiş ve daha sonra fabrika yapımı bir parça bulmak çok nadirdir.
Sıkıştırma uydurma
Oldukça sık görülür. Üç parçadan oluşur: bir somun, bir o-ring ve bir köşe şeklindeki bağlantı parçası. Bağlantı prensibi: bir somun, bir sızdırmazlık halkası ve bağlantı parçasının kendisi bir bakır boruya konur. Daha sonra somun bükülür ve boruyu bağlantı parçasına bastırır. Öte yandan aynısı yapılıyor.
Bir bakır boru bağlamanın bu yönteminin dezavantajı, bağlantı parçasındaki somunu hangi kuvvetle sıkmak için herhangi bir öneri olmamasıdır. Herkes elinden gelenin en iyisini yapar ve bunun sonucunda su sızıntıları meydana gelebilir.
Diğer bir dezavantaj, bağlantı parçasının koşullu ayrılamamasıdır, tk. sızdırmazlık halkası, boruya takıldığında onu keser ve sonsuza kadar kalır. Bu nedenle bir boru bölümünü onarmak (bir bağlantı parçasını sökmek) için bu boru bölümünü kesip yenisini takmak gerekir.
Size bir sıkıştırma tertibatı teklif edilirse, reddetmek ve başka bir şey istemek daha iyidir.
Pres uydurma
Nadirdir, çünkü.ustanın bir dizi özel pense (yaklaşık on iki) ve onu kurmak için pahalı bir pres ihtiyacı var. Bağlantı prensibi: Ek parça borunun üzerine atılır ve istenilen tipte maşa ile sıkıştırılır. Sonuç, mükemmel derecede güçlü, ayrılmaz bir bağlantıdır.
Bu yumuşak ve sert boru bağlantı parçalarının işlenmesi arasındaki fark.
Sıkıştırma fitingini takarken yumuşak bakır borunun içine bir destek manşonu yerleştirilmelidir. Manşon, destek halkasını sıkıştırırken borunun geometrisini kaydetmenizi sağlar.










Bakır boruların lehimlenmesi
Yöntem, ucuz ekipman kullanarak bir bakır borunun yüksek kaliteli bağlantısını elde etmeyi sağlar. Bu genellikle küçük boru çapları için bir propan torcudur. 54 mm'den daha büyük çaplı borular için bir asetilen hava torcu uygundur.
İki tür lehimleme vardır - sert ve yumuşak (yüksek ve düşük sıcaklık). Sert lehimleme, yumuşak lehimlemeden daha yüksek bir sıcaklıkta gerçekleştirilir. Sert lehimlemenin yumuşak lehimlemeden daha güçlü olduğuna dair bir görüş var. Bu doğru değil.
Sert lehimleme, yumuşak lehimlemeye göre teknolojik olarak daha az gelişmiştir. Sert lehim kullanarak lehimlemek için, bağlantı parçasını boruya koymanız, bağlantıyı koyu kırmızı renge ısıtmanız ve ardından lehimi tutturmanız yeterlidir.
Yumuşak lehim şunları içerir:
- Eklemin metalik bir parlaklığa temizlenmesi,
- Armatür iç yüzeyinin temizlenmesi,
- akı uygulaması,
- bağlantı parçaları,
- Fazla akının giderilmesi
- Aslında lehimleme.
Yumuşak lehimleme ile sert lehimleme arasındaki temel fark, yumuşak lehimlemeden sonra bakır borunun sert lehimlemeden sonra daha düzgün bir görünüme sahip olmasıdır.Sert lehimleme sırasında boru çok ısınır, kalınlıkta kararır, pullarla kaplanır - temizlenmesi imkansızdır, parlak bakır boruya benzemez, siyah olur. Sert lehimlemeden sonra kazan dairesi çirkin görünür, bu nedenle size sert lehimleme teklif edilirse reddetmek daha iyidir. Sadece yumuşak lehim kullanılmalıdır.
Bakır borunun sert lehimlenmesi, sıvı olmadığı, ancak boru hattından bir gazın taşınacağı durumlar için uygundur. Örneğin, klima sistemleri, herhangi bir gazın taşınması için sistemler için, sadece sert lehimlemeye izin verilir, çünkü boruya uygulanan fluks artıkları ve fitingin iç yüzeyi boru hattına girer ve yıkanması gerekir.
Yumuşak lehimleme, hidrolik sistemler için uygundur. daha estetik duruyor.
Bakır boru kullanırken sınırlamalar
Bakır için, metalin özelliklerinden dolayı aşağıdaki operasyonel sınırlamalar vardır:
- Boruların plastisitesini ve montajının kolaylığını sağlayan yumuşaklık, izin verilen su akış hızlarına bir sınır getirir. Su temin sisteminin uzun hizmet ömrü için 2 m / s'ye kadar olan değerler optimaldir.
- Bakırın yumuşaklığı nedeniyle, suyun saflığına aşağıdaki gereksinimler uygulanır - girişe uygun filtreler takılarak elde edilen mekanik kirlilikler içermemelidir. Askıda kalan partiküller, mekanik etki nedeniyle erozyona (boru duvarı malzemesinin yıkanmasına) neden olabilir.
- Bakırın yüzeyi, doğal olarak oluşan ve koruyucu bir tabaka olan bir oksit film ile kaplanmıştır. Suda bulunan klor, bu filmi gerçek bir patinaya dönüştürerek boruya daha da fazla koruma sağlar.Bu, yalnızca su akışının toplam sertliği 1,42–3,1 mg/l olduğunda ve pH 6,0–9,0 aralığında olduğunda meydana gelir. Aksi takdirde, patina yok edilecek ve bu, boru hattının ömrünü önemli ölçüde azaltabilecek bakır tüketimi nedeniyle sürekli restorasyonuna yol açacaktır.
- İçme suyu temininde, boruları bağlamak için kurşun lehim kullanımına izin verilmez (kurşun zehirli bir maddedir).
- Bir bakır boru hattı kurarken, sistemin hizmet ömrünü tahmini 50 yıldan düşürmemek için tüm işlemlerin yapılması gerekmektedir. Boruları bükerken, laminer su akışını ihlal edeceğinden, kıvrımlarına izin verilmez. Boru bükülmemelidir. Sıkışma durumunda, düzenleme 1 defadan fazla yapılmaz.
- Lehimlemeden sonra oluşan çapaklar ve çapaklar, bakır boru hattının hizmet ömrünün azalmasına yol açacak erozyonla birlikte su akışında türbülanslı girdapların oluşmasına katkıda bulundukları için giderilmelidir.
- Lehimleme sırasında, özellikle güçlü olan aşırı ısınma, bir esintiye kadar sızdıran bir bağlantıya veya bakır mukavemeti kaybına neden olabilir.
- Aşındırıcı bir madde olduğundan ve boru korozyonuna katkıda bulunabileceğinden, lehimlemede kullanılan flux yıkanarak uzaklaştırılmalıdır.
- Bakır borulardan sonra alüminyum, çinko, çelikten yapılmış elemanların su akışı yönünde korozyona uğramaması için monte edilmesi yasaktır. Bu koşul karşılanmazsa, pasif anotların (örneğin magnezyumdan) kullanılması gerekir.
- Bakırdan diğer metallerden yapılmış bir boruya geçişin, ikincisinin hızlı aşınmasını önlemek için pirinç, bronz veya paslanmaz çelik bağlantı parçaları ile yapılması önerilir.
Kullanımdaki mevcut kısıtlamalara rağmen, günümüzde bakır borular, sıhhi tesisat sistemlerinin düzenlenmesi için en iyi malzeme olarak kabul edilmektedir.
Bakır boru hatlarını bağlama yöntemleri
Uygulamada, ısıtma için bakır borular aşağıdaki şekillerde bağlanır.
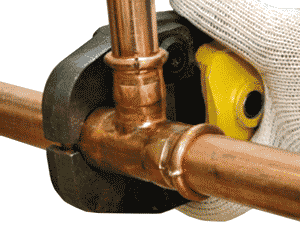
Kılcal lehimleme en güvenilir montaj yöntemidir. Bunu yapmak için bir meşale ve özel lehime ihtiyacınız olacak.
 Bir sonraki en güvenilir yöntem, pres bağlantı parçaları ile bağlantıdır. Bu yöntem, pres maşasının kullanılmasını gerektirir. Bu yöntemin kalite açısından lehimlemeden biraz daha düşük olmasına rağmen, pratikte özel eğitim gerektirmediğinden oldukça sık kullanılır. Bu bağlantı yönteminin kullanılması, enerji taşıyıcısının basıncı 10 atmosferi geçmezse mümkündür.
Bir sonraki en güvenilir yöntem, pres bağlantı parçaları ile bağlantıdır. Bu yöntem, pres maşasının kullanılmasını gerektirir. Bu yöntemin kalite açısından lehimlemeden biraz daha düşük olmasına rağmen, pratikte özel eğitim gerektirmediğinden oldukça sık kullanılır. Bu bağlantı yönteminin kullanılması, enerji taşıyıcısının basıncı 10 atmosferi geçmezse mümkündür.
Sıkıştırma bağlantı parçaları ile bağlantı. Isıtma sisteminin bakır kısımlarını birleştirmenin en kolay yolu, ekipmandan sadece uygun büyüklükte anahtarlar gereklidir. Bu basitlik, bağlantının kalitesini biraz etkiledi, sorunun nedeni çoğu zaman borunun kendisinde değil, bağlantı parçalarının kalitesinde yatmaktadır.
Isıtma tesisatı nasıl basitleştirilir
Bakır borulardan ısıtma hakkında bilinmesi gereken başka şeyler de burada - sistemin kurulumu büyük ölçüde basitleştirilebilir ve daha güvenilir hale getirilebilir. Bu, metal boruların bakır olması nedeniyle mümkündür, oldukça sünektir. Ek olarak, böyle bir boru sadece ölçülen malzemeler şeklinde üretilmez, aynı zamanda önemli uzunlukta bobinler halinde satın alınabilir. Bu, sistemi neredeyse hiç lineer bağlantı olmadan monte etmenize olanak tanır.
Bu durumda, ısıtma hattının gerekli konfigürasyonu boruyu bükerek elde edilir, köşe bağlantı parçaları kullanmanıza gerek kalmaz. Daha sonra lehimleme ile boruların enine yerleştirilmesi olasılığı da vardır.
Bakır boruyu bükmek ve deformasyonunu önlemek için aşağıdaki gibi hareket edin.
Bakır ısıtma borularını ön ısıtma olmadan bükmek için özel bir cihaz - bir boru bükücü kullanmanız gerekecektir. Boru deformasyonunu önlerken belirli bir bükülme açısı elde etmenizi sağlar. Manuel olarak yapmaya çalışırsanız, neredeyse tüm durumlarda iç bölüm önemli ölçüde bozulduğundan, ek direnç oluşturan ve enerji taşıyıcısının dolaşımında bir azalmaya neden olan hasarlı malzeme alırsınız.
Daha basit ve daha da karmaşık cihazlar gerektirmeyen, ısıtılmış boruların bükülmesidir. Bunu yapmak için, borular bir brülör tarafından ısıtılır, önce kesitte bir azalmayı önleyecek özel bir spiral üzerine yerleştirilmelidirler. Büküm, sarsıntı olmadan yumuşak bir hareketle yapılır.










Unutmayın, açıyı ancak yeniden ısıtmadan sonra düzeltmek mümkün olacaktır, ancak bu da istenmeyen bir durumdur, böyle bir etki borunun özelliklerini olumsuz etkileyebilir.
kılcal lehimleme
Bakır boruları bağlamanın bu yöntemi, bağlı elemanların eklemini lehimle doldurmanıza izin veren yüzey gerilimi kuvvetlerinin etkisine dayanır.
Yüksek kaliteli bir bağlantı elde etmek için aşağıdaki koşulların karşılanması gerekir:
- Birleştirilecek parçalar soket yöntemi ile bağlanır. Bunu yapmak için, bir elemanın ucu genişletilmelidir (genişletilmelidir), bağlantıdaki borular arasındaki boşluğun bir milimetrenin onda biri olması gerektiğini unutmayın.Bu amaçla özel bir genişletici veya flanşlama aleti (boru yerleştirme için) kullanmak daha iyidir.
- Borular, lehime bağlı olarak temizlenir, bir akı ile muamele edilmelidir.
- İş parçaları bağlandıktan sonra, eklemi eşit şekilde ısıtmaya başlayın. Gerekli sıcaklığa ulaştıktan sonra lehim telini aleve getirin. Eritme işlemi sırasında sıvı lehim, bağlantı noktasındaki borular arasındaki tüm boşluğu dolduracaktır.
Kılcal lehimleme teknolojisi, elbette, bir makalenin hacminde dikkate alınması imkansız olan kendi nüanslarına sahiptir. Ancak bu bağlantı türü en çok kullanılanıdır, çünkü bakır borularla ısıtmanın maliyetini karşılaması için güzel olması gerekir.
6. Isıtma için bakır borular
Metal ısıtma borularının çalışmasına devam edelim. Bakır borular 17. yüzyılın başlarında kullanılmaya başlandı ve daha ucuz seçeneklerin ortaya çıkmasına rağmen hala aktif olarak kullanılıyor.
Avantajlar:
- binaların ömrüne kıyasla dayanıklılık. Bakır boru ve ek parçaları 100 yıl ve daha uzun süre özelliklerini kaybetmez;
- korozyon direnci, yüksek sızdırmazlık, hava geçirme ve iç yüzeyde tortu biriktirme yeteneğinin olmaması, bu nedenle yıllar içinde boruların verimi azalmaz;
- yüksek termal iletkenlik;
- aşırı sıcaklıklara (-200 ila +500С çalışma sıcaklığı aralığı) ve sistemdeki basınç dalgalanmalarına karşı direnç;
- estetik görünüm.
Ana dezavantaj yüksek fiyattır. Sadece malzemenin kendisi pahalı değil, aynı zamanda ana üreticiler ülke dışında yoğunlaşıyor.
Malzemenin dayanıklılığını ve önümüzdeki 100 yıl içinde problem olmamasını hesaba katarsak, maliyet çok önemli bir dezavantaj gibi görünmüyor.Isıtma boruları seçme konusu bütçeye dayanmıyorsa, bakır borular en iyi seçenek olacaktır.
Kurulum süreci özeldir, bu nedenle profesyonellerden yardım istemek daha iyidir.
Isıtma sisteminin uzun yıllar hizmet verebilmesi için bakır boruları alaşımsız çelik borularla birleştirmemek daha iyidir. İkincisi çok çabuk paslanır. Böyle bir kombinasyondan kaçınılamıyorsa çelik borular su hareketi yönünde bakır boruların önüne gelsin.

Bakır ürün çeşitleri

Bakır borular farklı kriterlere göre sınıflandırılır. Ana olanlardan biri, yapılma şeklidir. Bu kritere göre ürünler aşağıdaki tiplere ayrılır:
- Tavlanmamış bakır borular. Haddeleme veya damgalama yoluyla saf metalden yapılırlar. Borular yüksek mukavemete sahiptir ve 450 MPa basınca kolayca dayanır. Bu yöntemi kullanmanın bazı dezavantajları vardır. Sonuç, kapsamını biraz sınırlayan azaltılmış plastisiteye sahip bir malzemedir.
- tavlanmış. Boru işleme özel bir teknoloji kullanılarak gerçekleştirilir. Özü, malzemenin 700 dereceye ısıtılması ve ardından soğutulmasıdır. Soğutma kademeli olarak gerçekleştirilir. Bu tür işlemlerin bir sonucu olarak, bakır ürünler gücünü kaybeder. Bunun yerine, plastisitesi artar. Bu özelliğinden dolayı bakır boru, karmaşık bir konfigürasyona sahip bir boru hattının yapımında yaygın olarak kullanılmaktadır.
Standartlara göre bakır borular mekanik ve operasyonel özellikler açısından karakteristik farklılıkları olan üç tipte üretilmektedir. Bu nedenle, sertlik derecesine bağlı olarak bakır ürünler aşağıdaki tiplere ayrılır:
- Sağlam.Ürünler, yüksek mukavemete sahip olması gereken borular için yaygın olarak kullanılmaktadır. Montaj işlemi sırasında borunun dağıtımı sadece ön ısıtma ile gerçekleştirilir. Boru hattının birden fazla dönüşü olabilir. Boruyu seçilen açıda bükmek için bir boru bükücü kullanmanız gerekir.
- Yarı katı. Bu tip bakır borular, çapları %15 artırılırsa genleşmeye kolayca dayanabilir. Ürün, önceki malzemeye göre daha fazla plastisiteye sahiptir. Ancak yine de bükmek için bir boru bükücüye ihtiyacınız var.
- Yumuşak borular. Çapta çeyrek artış ile dağıtıma dayanabilir. Bu durumda, boşluk ve çatlak yoktur. Ürünün bükülmesi kolaydır. Bunun için malzemenin ısıtılmasına gerek yoktur. Yumuşak bakır borular, ısıtma ve su temini sistemlerinde yaygın olarak kullanılmaktadır. Ayrıca yerden ısıtmanın döşenmesinde yaygın olarak kullanılırlar.
Ayrıca bakır borular kesit şekline göre de sınıflandırılmaktadır. Yuvarlak veya dikdörtgendirler. İkinci seçenek çok daha pahalıdır. Elektrikli ekipmanlarda özel iletkenlerin imalatında dikdörtgen borular kullanılmaktadır. Ayrıca bakır boruların farklı et kalınlıkları (0,6 - 3 mm) ve çapları (12 - 267 mm) olabilir. Farklı alanlarda belirli parametrelere sahip ürünler kullanılmaktadır. Yani, Borular bir gaz boru hattı inşa etmek için kullanılır, duvar kalınlığı 1 mm ve sıhhi tesisatta - 2 mm.
Üretme
Su temini ve ısıtma için boru hatlarının inşası için dikişsiz bakır ürünler kullanılmaktadır. Üç teknoloji kullanılarak yapılırlar:
- soğuk haddeleme - dönen rulolar arasında geçerken metal iş parçasının deformasyonu meydana gelir. Ürün yazılımı yöntemiyle bir açık delik oluşturulur.Daha sonra manşon istenilen ölçülere kalibre edilir;
- soğuk çekme - iş parçasının, uzunluğu sivrilen özel bir kanal ile bir çizim aletinden (çizim aleti) çekilmesine dayanır. Çizim sürecinde metal, gerekli geometrik parametrelere sıkıştırılır ve uzunluk boyunca gerilir;
- sıcak presleme - matrisin çıkışından ekstrüzyon (ekstrüzyon) ile bir boru elde etmek.
Endüstriyel üretimde bu teknolojilerden biri veya bunların bir kombinasyonu kullanılabilir. Ekipmanın bileşimi ve teknolojik işlemler bazı farklılıklar gösterebilir, ancak ana üretim süreci her zaman aşağıdaki adımlardan oluşur:
- iş parçasının hazırlanması;
- soğuk haddeleme veya çekme veya sıcak presleme;
- ısı tedavisi;
- boruların ve aletlerin yağlanması;
- bitmiş ve ara ürünlerin işlenmesi;
- ölçülen parçalara kesme veya bobinlere sarma;
- bitmiş ürünlerin kalite kontrolü.
Yöntem #2: Kanal Açma (Rulo Yiv)
Uç olukları (tırtıklı oluklar) ile bir bağlantı ile oluşturulan boru hatları, sprinkler (sulama) yangın sistemlerinin yapımında uzun süredir uygulanmaktadır. 1925'ten beri, bu tamamen güvenilir bağlantı boruları yöntemi, ısıtma, havalandırma, iklimlendirme ve diğer sistemler için çelik ve demir boru hatlarında kullanılmaktadır.










Bu arada, benzer bir tırtıklı mekanik bağlantı yöntemi, 50 mm ila 200 mm çapındaki bakır borular için de mevcuttur. Tırtıllı mekanik bağlantı kiti şunları içerir:
- kaplinler,
- contalar,
- çeşitli bağlantı parçaları.
Mekanik tırtıllı sistem, daha büyük çaplı bakır boruların lehimlenmesine pratik bir alternatif sunar. Buna göre, tırtıklama yöntemi, lehimleme durumunda olduğu gibi ek ısıtma (açık alev uygulaması) gerektirmez. sert veya yumuşak lehim.
Bakır borunun ucundaki tırtıklı oluk, “tırtıklı oluk” bağlantı yönteminin ana unsurlarından biridir. Yuvarlanmadan sonraki ölçüm, uygun bağlantı parçasını belirler
Oluk bağlantısı, bakırın süneklik özelliklerine ve bu metalin soğuk işleme sırasında artan mukavemetine dayanmaktadır. Tasarım, sentetik bir elastomer contanın (EPDM - Etilen Propilen Dien Metilen) ve özel olarak tasarlanmış bir kelepçenin kullanıldığı kenetleme sisteminin sızdırmazlığını içerir. Dünyanın dört bir yanındaki birçok üretici, contalar, kelepçeler, bağlantı parçaları gibi yivli bağlantılar oluşturmak için araçlar sunar.
Tırtıllı oluk yöntemi ile yapılan bağlantıların tasarımında çeşitli ebatlarda fitingler ve contalı şase kıskaçları kullanılmaktadır.
Tırtıllı oluk bağlantısının hazırlanması ve yapılması
Diğer lehimsiz bakır birleştirme işlemlerinde olduğu gibi, güçlü, sızdırmaz bir kaynak oluşturmak için boru ucunun uygun şekilde hazırlanması birincil öneme sahiptir. Her bir bakır boru tipi için doğru tırtıl açma aleti seçimi de açıktır. Bu tür bağlantıların güvenli ve sorunsuz bir şekilde hazırlanmasını sağlamak için üreticinin tavsiyelerine uyulmalıdır.
Bu bağlantı türü için izin verilen basınç ve sıcaklık tablosu
| Bağlantı türü | Basınç aralığı, kPa | Sıcaklık aralığı, ºC |
| Oluk, D = 50,8 - 203,2 mm, K tipi, L | 0 — 2065 | K için eksi 35 / artı 120 L için eksi 30 / artı 80 |
| Yuvarlanma oluğu, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm M tipi | 0 — 1725 | eksi 35 / artı 120 |
| 0 — 1375 | eksi 30 / artı 80 |
Tırtıllı oluklu bir düğümün montajı için adım adım süreç:
- Bakır boruların uçlarını eksene tam olarak dik olacak şekilde kesin.
- Kestikten ve pah kırdıktan sonra çapakları temizleyin.
- Fitting üreticisinin istediği ölçülerde olukları yuvarlayın.
- Bağlantı elemanlarını, contaları, kelepçeleri hasar açısından inceleyin.
- Contaları üreticinin tavsiyelerine göre yağlayın.
Son montajdan önce kenetleme yüzeylerini temizlik ve pislik açısından kontrol edin. Bileşiği üreticinin tavsiyelerine göre birleştirin.
"Tırtıllı oluk" yöntemi kullanılarak düğümün pratik olarak monte edilmiş parçası. Sıkıştırma braketinin elastik contaları, bakır boruların son oturmasından önce az miktarda yağlayıcı ile işlenir.
Kelepçe somunları, üreticinin tavsiyelerine göre gerekli torkta son olarak sıkılmalıdır. Vidalar sıkıldıktan sonra, montajın doğru şekilde yapıldığından emin olmak için kenetleme alanı tekrar incelenmelidir.
Komple tırtıllı sistemin test edilmesi
Komple bir boru sisteminin testi, sisteme hava veya su basıncı uygulanarak gerçekleştirilebilir. Nispeten yüksek bir test basıncı uygulandığında hidropnömatik yöntem de göz ardı edilmez.
Ancak, test basıncı değerinin, tırtıllı oluk sisteminin üreticisi tarafından belirtilen izin verilen maksimum çalışma basıncını aşmaması gerektiği dikkate alınmalıdır.
7 numara Isıtma için polipropilen borular
Polipropilen borular polimer bazında yapılır, bu tür boruların birkaç türü vardır, ancak ısıtma sisteminde genellikle özel propilenden PP borular kullanılır. Her tür polipropilen boruyu içeren termoplastik grubun malzemeleri yüksek sıcaklıklara karşı kararsızdır, bu nedenle ısıtma sistemleri için sadece tercihen fiberglas ile güçlendirilmiş boruların alınması gerekir. Bu nedenle, örneğin, PN25 tipi borular güçlendirilmiştir, sistemdeki 25 atm'ye kadar basınca ve +95C sıcaklığa ve +120C'ye kısa süreli bir artışla dayanır.

Avantajlar:
- nispeten uzun servis ömrü. Üreticilere göre dayanıklılık 50 yıla ulaşıyor;
- korozyon direnci. Boruların iç yüzeyi, tüm hizmet ömrü boyunca verimi düşürmeden pürüzsüz kalır. Sızdırmazlık nedeniyle oksijen sisteme geçmez ve metal elemanlarına zarar vermez;
- yüksek mekanik mukavemet;
- hafif;
- düşük sıcaklıklara karşı direnç. Boruda su donarsa, bütünlük konusunda endişelenmenize gerek yoktur - genleşme kabiliyeti nedeniyle malzeme zarar görmez ve çözüldükten sonra orijinal şekline geri döner;
- özel bağlantı parçaları ve kaynak ile sağlanan hermetik bağlantı;
- nispeten kolay kurulum süreci. Tek tek elemanları bağlantı parçalarıyla bağlamak için, insanlar tarafından genellikle demir ve havya olarak adlandırılan özel bir kaynak makinesi kullanılır. Bağlantıyı kaynaklamak birkaç saniye sürer ve cihazla nasıl çalışılacağını öğrenmek zor değildir;
- özellikle metal muadilleriyle karşılaştırıldığında, su borulardan geçerken düşük gürültü seviyesi;
- sağlığa tamamen zararsızlık;
- nispeten düşük fiyat.Polipropilen borular, metal-plastik veya paslanmaz çelik borulardan daha ucuza mal olacaktır.
Dezavantajları arasında:
- yangın tehlikesi olan alanlarda kullanılamaması;
- yüksek doğrusal genişleme, kompansatör kullanma ihtiyacını doğurur.
Genellikle dezavantajlar arasında düşük ısı direnci, düşük sertlik ve su darbesine karşı kararsızlık yer alır. Bu, yanlış polipropilen boru seçiminden kaynaklanmaktadır. Isıtma sistemleri için sadece sarkmayan, yüksek sıcaklık ve basınca dayanabilen güçlendirilmiş ürünlere ihtiyaç vardır. Ek olarak, üretim süreci büyük önem taşımaktadır: teknoloji ihlal edilirse, yetersiz kalitede borular ortaya çıkar, bu nedenle güvenilir seçkin üreticilere tercih vermek daha iyidir.










Karşılaştırmalı fiyata genel bakış
İnşaatta, sıhhi tesisat mağazalarında farklı malzemelerden yapılmış ısıtma boruları satın alabilirsiniz:
- Bakır. 1 metre (çap 20 mm) için ortalama fiyat 250 ruble. Çalışma sıvısının izin verilen sıcaklıkları - 500 santigrat dereceye kadar. Bir dezavantaj olan başıboş akımlar iletirler.
- Polipropilen. 1 metre için ortalama fiyat 50 ruble. 95 dereceye kadar sıvı sıcaklıkları için uygundur. Oksitlenmezler. Güçlü su darbesine dayanamaz.
- Metal-plastik. 1 metre için ortalama fiyat 40 ruble. Sıcaklık maksimum 150 dereceye kadar. Aktif çalışma süresi 15 yıldır.
Fiyatlar üreticinin çapına, et kalınlığına, şöhretine göre değişmektedir.
 Isıtma için bakır borular
Isıtma için bakır borular
Çeşit
Tasarıma bağlı olarak polipropilen boru çeşitleri:
- katı - homojen plastikten yapılmış;
- takviyeli - üretimde birbiriyle birleştirilen iki veya daha fazla malzeme kullanılır.
Güçlendirilmiş boruların katı parçalardan birkaç farkı vardır:
- dış taraf alüminyum folyo ile kaplanmıştır;
- parçanın içinde ilave bir alüminyum kaplama olabilir;
- tüpler fiberglas ile güçlendirilebilir.
Takviyeli polipropilen boruların sınıflandırılması:
- Alüminyum. Sürekli bir katman veya küçük delikli ağ ile güçlendirilebilir. Ek bir metal tabakasının varlığı, plastiğin termal genleşmesinde bir azalma, mukavemette bir artış, basınca karşı direnç sağlar.
- Fiberglas. Katmanlı bir yapıya sahiptirler. Ana katmanlar, aralarında takviye edici bir cam elyafı katmanı bulunan iki polipropilen katmanıdır.
- Metal-polimer. 5 katmandan oluşur. Dışı ve içi polipropilendir. Ara katmanlar - yapıştırıcı. Orta kısım alüminyumdur.
Güçlendirilmiş ürünlerin teknik özellikleri, homojen bir malzemeden yapılmış parçalara göre daha yüksektir.
 Çeşitli polipropilen borular
Çeşitli polipropilen borular
Özellikler
Polipropilen boruların teknik özellikleri:
- Donma direnci endeksi - -15 dereceye kadar. Bu malzemeden yapılmış borular, dış mekan su borularının imalatı için uygun değildir.
- Düşük ısı iletkenliği. Bu nedenle sıvı, boru hattının bir ucundan diğerine minimum sıcaklık farkı ile ulaşır.
- Polipropilenin yoğunluğu 0,91 kg/cm2'dir.
- Malzemenin kimyasal direnci.
- Yüksek lineer genişleme oranı.
- Mekanik mukavemet - 35 N / mm.
- Polipropilenin yumuşaması 140 derecede başlar.
- Isı taşıyıcılara karşı ısı direnci - 120 dereceye kadar.
- Plastik erime 170 derecede başlar.
- Çalışma basıncı aralığı 10–25 atmosferdir.
Bu malzemeden borular 10 ila 125 mm çaplarda yapılır. Parçalar özel bir havya kullanılarak bağlanır. Lehimleme sayesinde güçlü, hava geçirmez bir dikiş elde edilir.