- Ocakta makarna nasıl pişirilir?
- İşyeri hazırlığı
- Elektrik kaynağı nedir ve neden evde gereklidir?
- 1) Manuel ark kaynağı
- 2) Gaz ortamında yarı otomatik
- 3) Otomatik tozaltı kaynağı
- Dikiş oluşturma teknikleri hakkında
- örtüşen dikiş
- Tavan dikişi
- Tee dikiş (tek taraflı kesim ile)
- Elektrot destekli kaynak dikişi
- Elektrik kaynağı nedir?
- Kaynak için inverter tasarımı
- Doğru makarna nasıl seçilir?
- Elektrot besleme hızının etkisi
- Elektrik kaynağı kullanarak boruların bağlanması
- Metal elektrofüzyon bağlantı parçaları
- Elektrik Bağlantı Polietilen
- Kuplaj ve elektropolnasyon
- Elektrikli boru kaynağı nasıl hazırlanır
- Bir ev kaynakçısının teknik donanımı
- Elektrikli Kaynak Teknolojisi
Ocakta makarna nasıl pişirilir?
İtalyanlar bu ürünü hazırlamanın kolay olduğunu söylüyorlar ama doğru yapmak çok daha zor. İyi pişmiş makarna bilenler, İtalyanca'dan "dişlere" olarak çevrilen "al dente" olarak pişirilmeyi sever.
Kabuklar, spiraller, boynuzlar, fiyonklar gibi küçük ürünler örneğini kullanarak ocakta lezzetli makarnaların nasıl pişirileceğini düşünün.
Bu, aşağıdaki bileşenleri gerektirecektir:
- Su - 1 l;
- Ana bileşen 100 g'dır;
- Tuz - 10-11 gr.
Oranları dikkate almak çok önemlidir, aksi takdirde ana bileşende yer kalmaz ve bu nedenle çok yapışkan hale gelir ve pişirme süresi artar. Makarnayı doğru şekilde pişirmeye gelince dikkat edilmesi gereken bir diğer nokta da tencere seçimidir.
Kalın ve yüksek duvarlara sahip olması arzu edilir. Bu, suyun kenarlara ulaşmasını önleyecektir.
Ocakta makarna nasıl pişirilir?
Pişirme işlemi şu şekilde gerçekleşir:
- Ocağın üzerine bir kap su koyun, ateşi maksimuma çıkarın, kaynadığında içine dökülen suyu tuzlayın;
- Ana malzemeyi içine koyun;
- Bir süre sonra sıvı tekrar kaynamaya başlar, bundan sonra gazı azaltmanız gerekir. Bu olmadan önce, saldığı nişasta nedeniyle birbirine yapışmaması için ürünü sürekli karıştırın. Bu yapılmazsa, bu yazıda nasıl pişirileceğini anlattığı makarna bir topak haline gelecektir. Ayrıca tavanın dibine ve duvarlarına yapışacaklar;
- Örneğin, yaylı makarnanın veya başka bir orta boy ürün türünün (spiraller, boynuzlar, kabuklar) nasıl pişirileceğiyle ilgileniyorsanız, bunun ne kadar süreceğini bilmeniz gerekir. Pişirme süresi yaklaşık 5 dakikadır. Küçük ürünler pişirirseniz - örneğin ince, küçük erişteler, su kaynadıktan sonraki pişirme süresi 3-4 dakikadır;
- Onları sıkarak hazır olup olmadıklarını kontrol edebilir ve elastik hale gelirlerse ocağı kapatabilirsiniz;
- Sıvının tamamen boşalmasını sağlamak için kabı hemen bir kevgir içine koyun;
- Yiyecekleri durulamak için soğuk suyu tam güçte açın, böylece daha da ufalanır.
Yay gibi makarnalar (veya orta boy küçük şekilli ürünler) hazır olduğunda, et, balık, sebze vb. herhangi bir katkı maddesi ile garnitür olarak servis edilebilirler. tadı. Bu malzemeden bir parçayı sıcak bir tabağa kızartmadan ekleyebilirsiniz, ancak karıştırmayın, kapalı tavayı sallayın, böylece tabağa eşit olarak dağılır.
Ayrı bir beceri, dağılmamaları için yuva makarnanın nasıl pişirileceği sürecini hak eder. Bunun için aşağıdaki bileşenlere ihtiyacınız olacak:
- Ana bileşen - 6-8 adet;
- Su - 2 l;
- Zeytinyağı - 1-2 çay kaşığı.
Ürün aşağıdaki gibi hazırlanır:
- Bir tencerede doğru miktarda suyu kaynatın;
- Ayrı bir kapta (geniş tabanlı bir tava kullanabilirsiniz), ana malzemeyi yuva şeklindeki makarnanın içinde serbestçe yerleşeceği şekilde yerleştirin;
- Onları kaynar su, tuz ile doldurun;
- Çanağı kaynatın, 4-5 dakika pişirin;
- Oluklu bir kaşık kullanarak bir tabağa aktararak çıkarın;
- İstenirse, bitmiş yemeğe tat vermek için baharat ekleyebilirsiniz;
- Normal bir garnitür olarak servis edilir - et, balık, sebze, peynir, sosis vb.
Yuva makarnasının nasıl pişirileceğine ilişkin prosedür, şekillerini korumaları gerektiği anlamına gelir. İlk olarak, bu, başlangıçta şekli sabitlemenize izin veren kaynar su ile dökülmeleri gerçeğiyle kolaylaştırılır. İkincisi, ana bileşen, pişirildikleri biçimde bir tabağa aktarılabilmeleri sayesinde bir skimmer vasıtasıyla çıkarılır.
Bu videoyu YouTube'da izleyin
İşyeri hazırlığı
Nasıl elektrikle yemek yapmayı öğrenin kısa bir zaman içinde? Bunu bir günde yapamayacaksınız ama çeşitli videolardan ipuçlarını uygulayarak ve ihtiyacınız olan her şeyi iş yerinde hazırlayarak hızlıca uygulamaya başlayabilirsiniz.
Bir kaynak invertörü ile nasıl pişirileceğini öğrenmek için elektrotu tutuşturmak için bir plakaya ihtiyacınız vardır. Kütleyi ürüne tutturmak her zaman mümkün değildir, bu nedenle küçük bir metal masa veya taban gereklidir.
Kaynakçının elinde metal parçaların sabitlenmesini düzeltmek için bir çekiç, bir cüruf ayırıcı ve yangını söndürmek için bir araç (kum veya yangın söndürücü) bulunmalıdır.
Metalin invertör ile kaynaklanması, zararlı etkilerden iyi korunması açısından önemlidir. İş yeri (ev veya üretim koşulları) ne olursa olsun, her kaynakçı aşağıdakilere sahip olmalıdır:
- işyerindeki aydınlatmaya karşılık gelen ışık filtreli koruyucu bir maske (5 numaralı filtrede iç mekanlarda görmek zor olacak, 3 numaralı sokakta gözleri çok kör edecek);
- ısıya ve sıçramalara karşı korumak için kanvas eldivenler;
- kemere sıkıştırılmamış kalın, yanıcı olmayan giysiler;
- bot ayakkabı;
- uçan cüruf damlalarına karşı koruma sağlayan başlık.
Elektrik kaynağı nedir ve neden evde gereklidir?
Terimi anlamak için okul fizik dersine dokunmanız ve parçaları kaynak yaparken beraberindeki işlemleri anlamanız gerekecektir. Edinilen bilgi, kaynakçının daha iyi dikişler yapmasına yardımcı olacaktır, çünkü elektrik kaynağının temellerini anlamak, diğer uzmanların kalıplaşmış eylemlerine güvenmeden bilinçli çalışmayı mümkün kılar.





Elektrik kaynağı (ark kaynağı) - dolgu ve ana malzemelerin kristalleşmesi nedeniyle ayrılmaz tipte bağlantıların elde edilmesi.

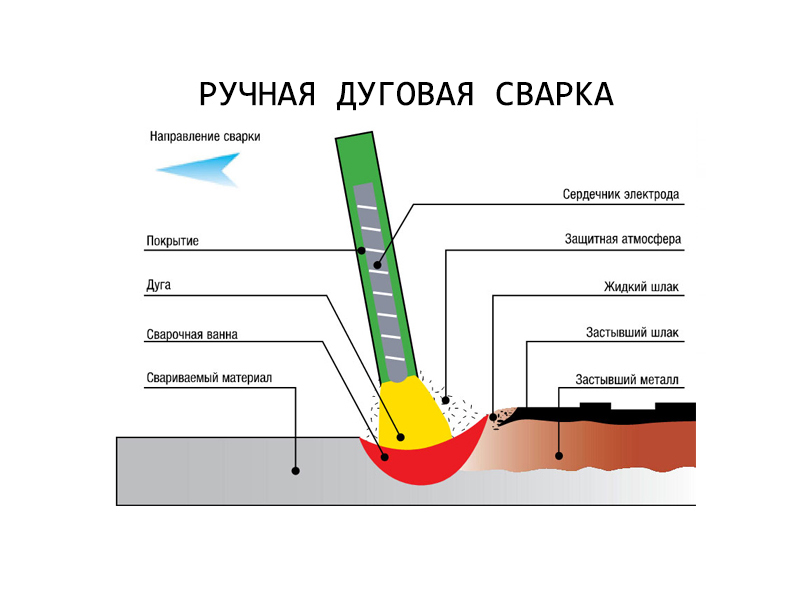
Dikiş oluşturma işlemi sırasında, bir kaynak havuzunun oluşması nedeniyle taban ve elektrotta geçici bir erime meydana gelir. Yüzey soğuduktan sonra, malzemeler moleküler düzeyde bağlanır (erimiş), ana yüzeyin diğer alanlarına göre daha düşük mukavemetli olmayan bir dikiş halinde kristalleşir.
| Elektrik kaynağının avantajları | Elektrik kaynağının dezavantajları |
|---|---|
| Yapısal basitlik. | Elektromanyetik radyasyon ve ışığın zararları. |
| Mekansal konumdan bağımsız olarak kullanım çok yönlülüğü - dikey, yatay, 45 derecelik bir açıyla vb. | Verimlilik, kaynakçının becerisine bağlıdır. Bunun yokluğunda, sonuç içler acısı olacaktır. |
| Elektrik ark kaynağı kullanılarak birleştirilebilen çok sayıda metal. | Ustadan, üniteyi kullanma konusunda temel becerilere ihtiyacınız var + basit koşullarda 30 saatlik pratik deneyim. |
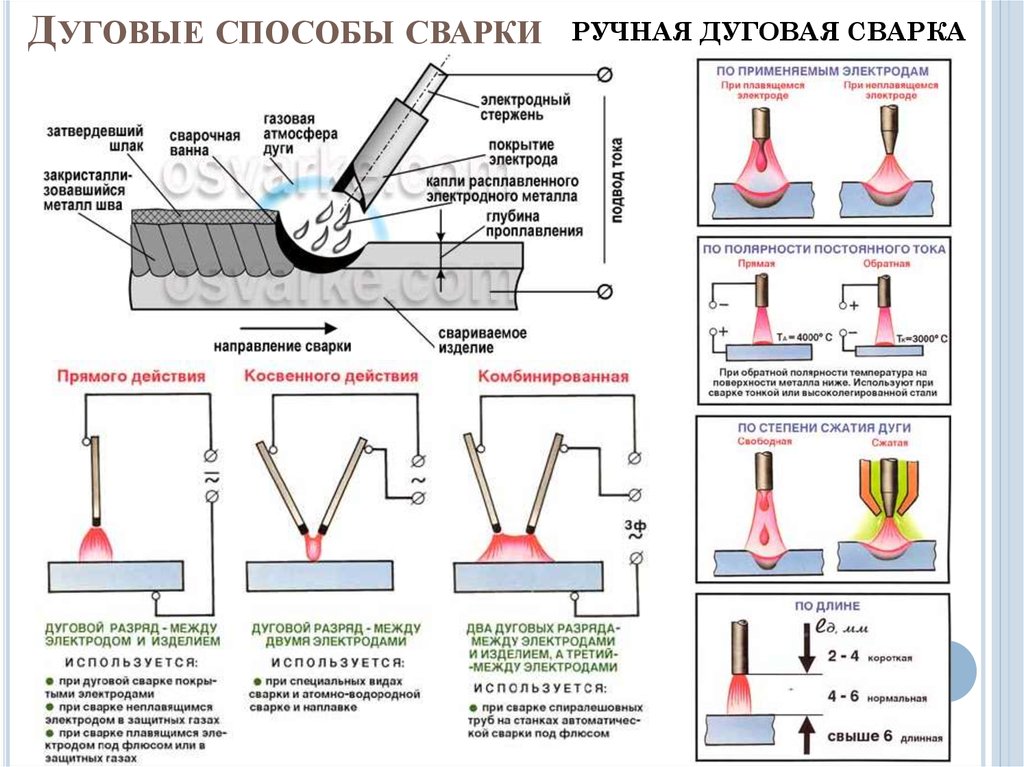
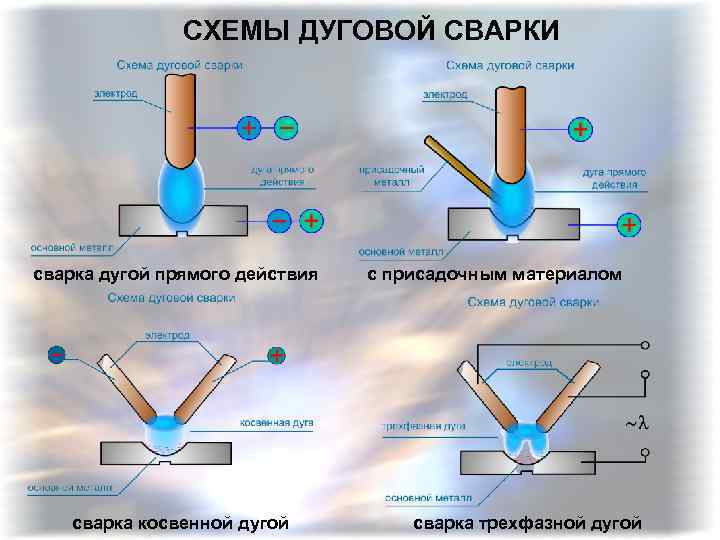
Elektrik kaynağının sınıflandırılması birçok kriter temelinde yapılır - kaynak işleminin mekanizasyon seviyesi, akımın türü + polaritesi, ark, elektrotun özellikleri, bölgeyi koruma yöntemi vb. . Klasik dağıtıma bakalım - manuel ark, yarı otomatik ark ve otomatik ark kaynağı türleri.
1) Manuel ark kaynağı
Deneyimsiz bir kaynakçı için kullanılması en zor seçenek, çünkü işin çoğu kişinin kendi elleriyle yapılması gerekiyor. Teknolojinin diğer noktalarla düzenlenmesi GOST 5264-80 aracılığıyla gerçekleştirilir.Bağlantı tipi, kenarların şekli, dikişin doğası, kaynak yapılacak elemanların kesiti ve kalınlığı dikkate alınır.
Manuel kaynağın dezavantajları, çürüme / hafif ürünlerin insan vücudu üzerindeki olumsuz etkisi ve büyük ölçekte nispeten düşük çalışma verimliliğidir. Düşük vasıflı bir uzman, manuel ark kaynağı ile çalışırken yüksek kalitede bir ark kullanamaz, bu nedenle dikiş yöntemi kesinlikle yeni başlayanlar için değildir.
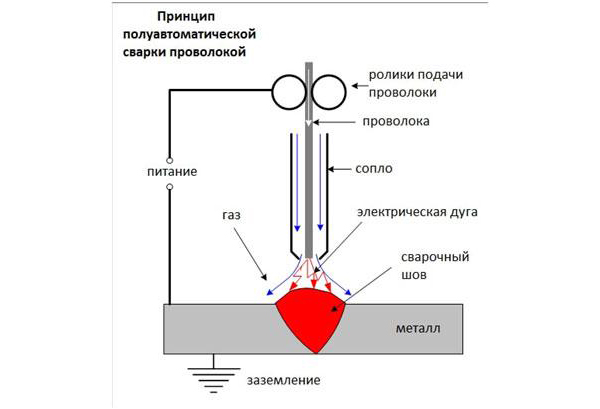
2) Gaz ortamında yarı otomatik
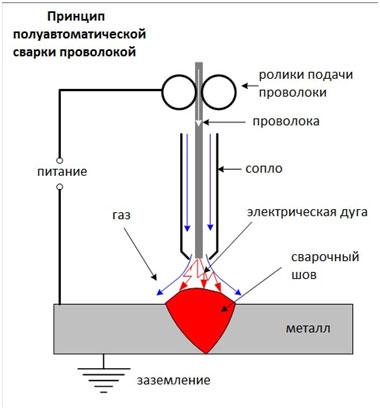
Bağlantı yöntemi 2'nin ayırt edici özellikleri, hareketli bir sarf malzemesi elektrotunun kullanılması + koruyucu bir gazın varlığıdır. İkincisi, dış ortam ile elektrik arkı arasında bir bariyer görevi görür.
Koruyucu gaz, argon, karbondioksit, helyum veya bunların belirli oranlarda kombinasyonlarıdır. Yarı otomatik kaynak teknolojisi, telin eridiği için bir gaz memesinden geçirilerek gerçekleşir. Arkın uzunluğu otomatik olarak kontrol edilirken hareket yönü + hız kaynakçının kontrolünde kalır. Çalışma yöntemi bir gaz kabuğu olmadan gerçekleştirilebilir - silikon, manganez ve deoksidasyon özelliklerine sahip diğer metal elementlerle serpiştirilmiş özel bir kendinden korumalı tel kullanılır.
3) Otomatik tozaltı kaynağı
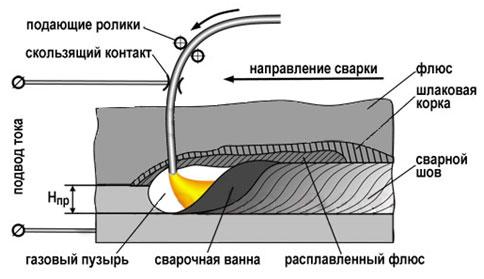
Artan üretkenlik ve minimum elektrot kayıpları olan bir yöntem. Kaynakçı, sıçramalardan korkmaz ve kaynak alanı, oksit oluşumu ve dikiş için diğer zararlı kirlilikler açısından mümkün olduğunca güvenlidir.
Kaynak işlemi algoritması:
- Özel makaralarla tel besleme.
- Kayar tip kontak vasıtasıyla tele elektrik akımı uygulanır.
- Elektrotun dikiş işareti boyunca hareketi başlar.
- Elektrik arkını dış ortamın etkisinden koruyan bir gaz bulutunun oluştuğu buharlaşması nedeniyle ünitenin bunkerinden bir akı dökülür.
- Dikiş oluşumu.
- Cüruf giderme.
- Yeniden kullanım için fazla akı toplayın.
İş ekipmanı, operatörün özel göz koruması kullanmasını gerektirmez. Sürecin otomasyonu sayesinde, kaynakçının sübjektif etkisi en aza indirilir ve bu nedenle, bozulma riski keskin bir şekilde düşme eğilimindedir.
Dikiş oluşturma teknikleri hakkında
Kendiniz elektrik kaynağı ile nasıl pişireceğinizi öğrenmeden önce, metal parçaları birleştirmek için çeşitli kaynak tekniklerine hakim olmalısınız. Elektrik arkının uygun bakımı ve hareketi, kaliteli bir dikişin anahtarıdır. Ark çok uzunsa, metal oksitlenecek ve nitrojen ile doygun hale gelecek, damlalar püskürtecek ve gözenekli bir yapı oluşturacaktır.
örtüşen dikiş
Kaynak arkı elektrot ekseni boyunca ilerler. Böylece elektrotun erime hızından etkilenen istenen ark uzunluğu korunur. Elektrodun uzunluğu, kaynak havuzu ile arasındaki mesafe arttıkça kademeli olarak azalır. Bunu önlemek için, elektrotun eksen boyunca hareket ettirilmesi, kısalmasının senkronizasyonunu ve kaynak havuzu yönündeki hareketini gözlemlemesi gerekir.
Tavan dikişi
Elektrot çapı, kaynaklı setin kalınlığına bağlıdır.
Başka bir silindir tipine iplik denir. Böyle bir boncuk, elektrotun kaynak yapılan kaynağın ekseni boyunca hareket ettirilmesi sürecinde oluşturulur. Silindirin kalınlığına gelince, elektrotun çapına ve hareket etme hızına bağlıdır.







Silindirin genişliği hakkında genellikle 2-3 olduğunu söyleyebiliriz. mm elektrot çapını aşıyor. Bu oldukça dar bir kaynak dikişi ile sonuçlanır. Mukavemeti güçlü bir yapı oluşturacak kadar yüksek değildir. nasıl düzeltilir? Elektrot, eksen boyunca ek bir hareket yapmak için kaynağın ekseni boyunca hareket ettiğinde yeterlidir.
Tee dikiş (tek taraflı kesim ile)
Çalışma sırasında elektrotun enine yer değiştirmesi, dikişin yeterli bir genişliğini elde etmeyi mümkün kılar. Bu, genişliği her bir özel durum için ayrı ayrı belirlenen elektrotun karşılıklı salınımları ile yapılır. Burada dikişin konumunu, boyutunu, oluğun şeklini, malzemelerin özelliklerini ve tasarım için öne sürülen gereksinimlerin listesini dikkate almak gerekir. Dikişin normal genişliğini 1.5 ila 5.0 elektrot çapları arasında düşünmek gelenekseldir.
Elektrot destekli kaynak dikişi
Elektrotun oldukça karmaşık, üçlü hareketleriyle oluşur. Birkaç varyasyonda bulunur. Klasik ark kaynağındaki hareketin yörüngesi, birleştirilecek parçaların kenarları eriyecek ve aynı zamanda belirli bir şekle sahip bir kaynak oluşturmak için yeterli erimiş metal oluşturulacak şekilde olmalıdır.
Elektrik kaynağı nedir?
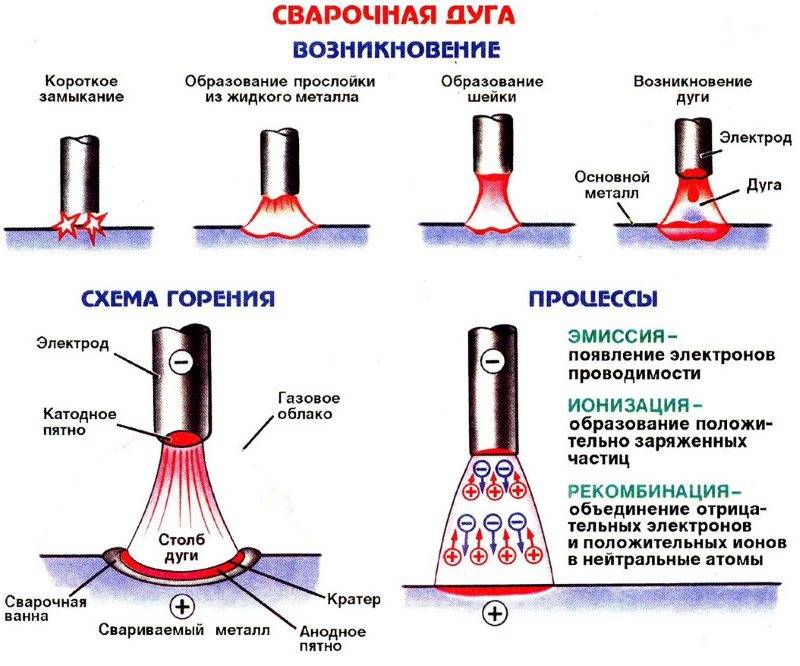
Elektrik, metalleri ısıtmak ve sonra eritmek için bir elektrik arkı kullanıldığında kaynak yöntemlerinden biridir. İkincisinin sıcaklığı, çoğu metalin erime noktasından çok daha yüksek olan 7000°C'ye ulaşır.
Elektrikli kaynak işlemi aşağıdaki gibi ilerler. Bir elektrik arkı oluşturmak ve korumak için kaynak aletinden elektrota akım verilir.
Kaynak işlemi sırasında, ana metal ve elektrotun metal çekirdeği eritilir ve karıştırılır, güçlü ve ayrılmaz bir dikiş (+) oluşturur.
Elektrot çubuğu kaynak yapılacak yüzeye temas ettiğinde kaynak akımı akar. Etkisi ve bir elektrik arkının etkisi altında, kaynak yapılacak elemanların elektrot ve metal kenarları erimeye başlar. Eriyikten, kaynakçıların dediği gibi, erimiş elektrotun ana metal ile karıştırıldığı bir kaynak havuzu oluşur.
Erimiş cüruf, banyonun yüzeyine yüzer ve koruyucu bir film oluşturur. Arkı kapattıktan sonra, metal yavaş yavaş soğuyarak pullarla kaplı bir dikiş oluşturur. Malzeme tamamen soğuduktan sonra temizlenir.
Sarf malzemesi olmayan ve sarf malzemesi olan elektrotlar kaynak için kullanılabilir. İlk durumda, bir kaynak oluşturmak için eriyik içine bir dolgu teli sokulur, ikinci durumda gerekli değildir. Bir elektrik arkının oluşumu ve müteakip bakımı için özel ekipman kullanılır.
Ev ortamında bir kaynakçı alanındaki beceriler, geniş bir iş yelpazesini gerçekleştirmek için gereklidir:
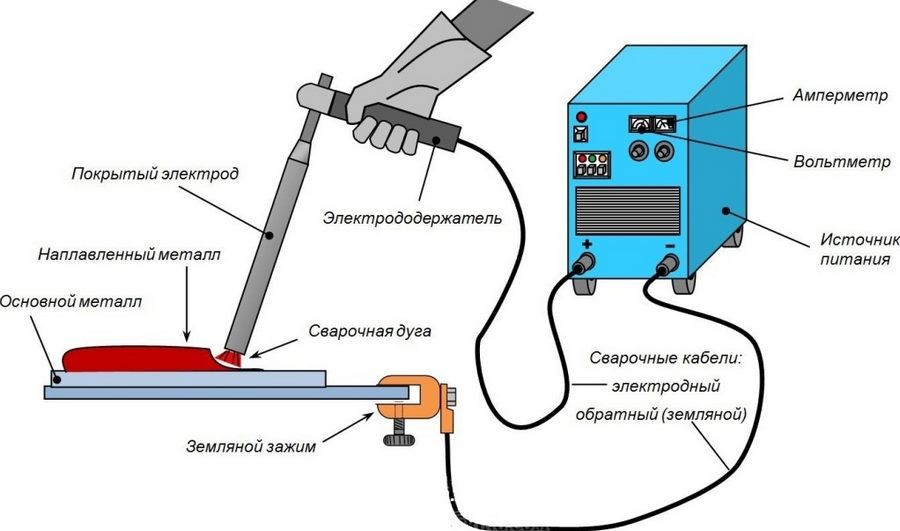
Kaynak için inverter tasarımı
Kaynak makinesinin nasıl doğru kullanılacağını anlamak için acemi usta, invertörün tasarımına aşina olmalıdır.
Kaynak invertörü, kolay taşıma için bir tutamak ve bir omuz askısı ile donatılmış, toplam ağırlığı yaklaşık 7 kg olan, dahili bir bileşene sahip metal bir kutudur. Kaynak invertörünün muhafazası, ünite soğutulduğunda daha iyi bir hava çıkışına katkıda bulunan havalandırma delikleri içerebilir.Ön panelde çalışma durumunu değiştirmek için düğmeler, gerekli voltaj ve akımı seçmek için düğmeler, çalışma kablolarını bağlamak için çıkışlar ve ayrıca kaynak sırasında invertörün gücünün ve aşırı ısınmasının varlığını gösteren göstergeler bulunur. Makineyi şebekeye bağlamak için kullanılan kablo genellikle inverterin arkasında bulunan konektöre bağlanır.

Kaynak invertörünün tasarımı
Elektrot, kaynak sırasında kaynak yapılan metal plakalarla temas ettiğinde, hem kaynaklı çubuğun elemanlarının hem de kaynaklı bağlantının metalinin eritilmesinin bir sonucu olarak yüksek sıcaklıkta bir ark oluşur. Plakaların ve elektrotun erimiş metalleri tarafından ark alanında oluşturulan havuz, elektrotun sıvılaştırılmış bir kaplaması ile oksidasyondan korunur. Metalin tamamen soğutulmasından sonra, kaynak sırasında elektrot kaplaması ile korunan kaynağın üst yüzeyi, hafif mekanik hareketle (örneğin, vurarak) kolayca çıkarılabilen sertleştirilmiş bir cüruf haline gelecektir.
Kaynaklı bağlantının metali ile elektrot (ark uzunluğu) arasında, sönmesini önleyecek aynı mesafe aralığını gözlemlemek önemlidir. Bunu yapmak için elektrot füzyon alanına sabit bir hızda beslenmeli ve kaynak çubuğu kaynak eklemi boyunca eşit olarak yönlendirilmelidir.
kaynak arkı
Doğru makarna nasıl seçilir?
Doğru makarna nasıl seçilir?
Doğru beslenme taraftarlarının çoğu, sağlıksız ve sağlıksız olduğunu düşünerek bu yemeği reddeder. Ancak doğru ürün vücuda fayda sağlayabilir ve bu nedenle satın alırken aşağıdaki önerileri dikkate almalısınız:
Kaliteli ürünlerin bileşimi iki bileşen içerir - un ve su. Tat, fayda ve zararları, besin ve enerji değerleri büyük ölçüde ana bileşenlerin kalitesine bağlıdır. Ayrıca doğal boyalar da içerebilirler - ıspanak suyu, havuç suyu, mürekkepbalığı mürekkebi, baharatlar, varlığı pakette belirtilmelidir;
Ürünün yapıldığı un türü özel ilgiyi hak ediyor. Durum buğdayı çeşitlerine ait olmalıdır, çünkü bileşiminde yağ içermeyen bu seçenek vücut tarafından mükemmel bir şekilde emilir.




Makarna yapmak için yumuşak çeşitlerin ana maddesi kullanılırsa, çok fazla nişasta içereceklerdir, bu yüzden çok yüksek kalorili hale gelirler ve bu da aşırı kilo almanın nedenidir;
Kaliteli bir durum bazlı bileşen kullanıldığından emin olmak için ürünün görünümüne dikkat edin. Yüzeyi pürüzsüz, rengi kehribar, altın rengi sarı olmalıdır.
Pürüzsüz kenarları vardır ve ürünlerde küçük lekeler vardır. Pakette herhangi bir kalıntı olmamalıdır. Yumuşak undan yapılmışlarsa, renkleri açık olacak veya soluk, doğal olmayan bir renge, düzensiz kenarlara, pürüzlü bir yüzeye, hafif küçük noktalara sahip olacak, pakette kırıntılar, kırıntılar olabilir;
Protein, un ürünlerinin önemli bir bileşenidir. Durum buğdayından yapılmış yüksek kalitede iseler, yaklaşık 12-15 g / 100 g içerirler.Ürünün düşük kalitesinin bir göstergesi, maksimum 10 g / 100 g protein içeriğidir;
Maliyete dikkat edin - iyi makarna, premium sınıfa atıfta bulunarak daha pahalıdır;
Makarna benzeri spagetti başka bir şekilde test edilir - nasıl kırıldığını analiz edin, ancak bu, pişirme işleminin kendisinden hemen önce yapılabilir. Yüksek kalitedelerse, iyi bükülürler, ancak güçlüdürler, bu nedenle onları kırmak o kadar kolay değildir, yumuşak dereceli hammaddelerden yapılmış ürünler hakkında söylenemez;
Kaliteli bir ürün, piştikten sonra uzun süre suda bırakılsa bile şeklini, sarımsı-altın rengini korur;
İyi makarna, minimum düzeyde kaynaması ve bu nedenle birbirine yapışmaması ile karakterize edilir.
Bu videoyu YouTube'da izleyin
Elektrot besleme hızının etkisi
İlerleme hızı kaynak elektrotları gerekli miktarda tedarik edilen erimiş malzeme sağlamalıdır. Yetersiz miktarı alt kesmeye neden olabilir. Bu faktör hem doğrudan hem de ters polarite kaynağında çok önemlidir.
Ark kaynağı sırasında çubuğun bağlantı boyunca hızlı hareket etmesi nedeniyle ark gücü metali ısıtmak için yeterli olmayabilir. Sonuç olarak, metalin üzerinde uzanan sığ bir dikiş oluşur. Kenarlar bitmemiş kalır.
Elektrotun yavaş ilerlemesi aşırı ısınmaya neden olur. Bu durumda yüzeyi yakmak ve ince metali deforme etmek mümkündür.
Modern kaynak makineleri, çok çeşitli işlev ve yeteneklere sahiptir. Bununla birlikte, şu anda, yapılan kaliteli işlerin çoğu tam olarak bir kişinin becerisiyle belirlenir.
Elektrik kaynağı kullanarak boruların bağlanması
Metal elektrofüzyon bağlantı parçaları
Elektrofüzyon bağlantı parçaları, iş parçasının iki parçasını birbirine bağlamaya yardımcı olan cihazlardır.İki biçim vardır: dişli ve kaynaklı. Dişli Bağlantı Uçları - Bağlantı parçasının içinde ve dışında dişli. Ayrıca bağlantı parçasının, elektrik kaynağının uygulanmasını kolaylaştıran bir pahı vardır.
Bu cihazların çoğu, iki eleman kullanılarak parçaya bağlanır: diz ve popo. İlk varyantta, çap ikinciden daha büyüktür ve ikincisi kural olarak kaynaklanacak parça ile çakışmaktadır.
Elektrik Bağlantı Polietilen
Bu parçalar, bağlı parçaların elektrofüzyonunu artırmanıza izin verir. Tipik olarak, düşük basınçlı sistemler için tasarlanmış polietilen su boruları için polietilen yardımcı fitingler kullanılır.
 HDPE bağlantı parçaları, alın veya bindirme ile borulara monte edilir. Elemanlar özel bir tutucu tarafından tutulur. Bağlantı ve boru takılır, ardından bağlantı parçasına geçirilerek ısıtılır.
HDPE bağlantı parçaları, alın veya bindirme ile borulara monte edilir. Elemanlar özel bir tutucu tarafından tutulur. Bağlantı ve boru takılır, ardından bağlantı parçasına geçirilerek ısıtılır.
Elektrik kaynağı için her iki seçeneğin de kimyasal etkiye dayanması dikkat çekicidir - polimerlerin moleküler zincirlerinin 170 santigrat derece sıcaklıkta imhası ve plastiğin sertleştirilmesi sürecinde yenilerinin oluşumu.
Kuplaj ve elektropolnasyon
Modern elektrik teknolojisi, hantal, kullanımı zor ve eski ekipman olmadan yapmanın kolay olduğu bir seviyeye ulaştı.
Dış kılıf ve bağlantı parçası eritilir ve sıcaklık düştükten sonra yeni bir polimer zinciri oluşturulur. Sonuç olarak, hem ev sistemleri hem de endüstriyel boru hatları için güvenle kullanılabilen polietilen boruların yüksek kaliteli elektrik kaynağı garanti edilir.
Bu bağlantı parçaları aşağıdaki avantajlarla karakterize edilir:
- 20 ila 400 mm çapında boruları bağlarlar;
- bağlantı dahili olarak kurulur ve yüksek basınç çalışmasına dayanabilir;
- tüm kimyasallara karşı inerttirler ve bu nedenle su için bile güvenlidirler;
- herhangi bir basınç dalgalanmasına dayanabilir.
Bağlantı parçaları geniş bir aralığa sahiptir - küçükten büyüğe. Büyük kimya tesislerinde bile kullanılabilirler.
Bağlantı elemanlarını kurmak için bir transformatör kullanabilirsiniz.
Elektrikli boru kaynağı nasıl hazırlanır
Hazırlık: kaynakçı, iş parçası, bağlantı elemanı, trafo tam hazır ve bütünlük içinde.
Dik açıda boru.
Hassas kesim için parçanın kenarında bir pah ile.
Boru, bağlantı parçasına geçer ve daha önce not edildiği yeri sabitler.
Parçaları yağdan arındırın.
Kaynak transformatörünü güç kaynağına bağladıktan sonra bir kaynak bağlantısı oluşturun.
Kaynak makinesi kapatılır ve 30 dakika ısınma modu açılır.
Herhangi bir bağlantı veya tutucuyu hareket ettirmemek önemlidir! Kapattıktan sonra tamamen soğumasını bekleyin.
Cihaz kullanıma ve daha fazla bağlantıya hazır!
Bir ev kaynakçısının teknik donanımı
Manuel bir ES'nin arkını oluşturmak için, ED'ye güç sağlamak için istikrarlı bir elektrik enerjisi kaynağı sağlayan bir elektrik akımı kaynağı gereklidir. Manuel ES için eşit derecede uygulanabilir alternatif akım kaynakları, ve doğru akımda çalışan cihazlar. Kaynak ekipmanının ev kullanımı koşullarında, satın alınan kaynak ünitesinin bağlanacağı elektrik kablolarının durumu önemli bir rol oynar. Bu, yeni başlayanların "kaynaklı" kullanabileceği ekipman türünü belirleyecektir.






Önemli! Kaynak makinesi, koruyucu ve düzenleyici cihazların - fişler ve sigortalar, otomatik makineler, vb. parametreleri dahilinde bir ev elektrik şebekesinden çalışabilir. "Kaynakçının" performans özellikleri, elektrik şebekesinin koruyucu sisteminin gereksinimlerini karşılamıyorsa, yanıp sönen ışıklar, makinelerin kapanması, ani voltaj dalgalanmaları nedeniyle evdeki ev aletlerinin arızalanması mümkündür.
Evde kaynakçı aşağıdakilerle donatılmış olmalıdır:
- Akım kaynağı.

Şu anda, ev içi kullanım için kaynak ekipmanı genellikle MMA ekipmanı olarak adlandırılır (İngilizce'den. Metal Manuel Ark - parça kaplı elektrotlu manuel ES). Elektrikli ekipman pazarı, ev kullanımı için üç tür akım kaynağı sunar:
- alternatif akımla çalışan kaynak transformatörleri,
- alternatif şebeke gerilimini doğru akıma çeviren kaynak redresörleri,
- bir ev prizinden çalışabilen invertörler.
- Bir dizi güç kablosu ve taşıma ile kurşun teller.
- Elektrot tutucular (yay veya kol), yaygın olarak "tutucular" olarak adlandırılır.
- Kaynakçının kişisel koruyucu ekipmanı:
- ısıya dayanıklı giysiler, ayakkabılar, eldivenler veya eldivenler,
- koruyucu maske.
Elektrikli Kaynak Teknolojisi
Deneyimli kaynakçıların rehberliğinde elektrik kaynağı ile parçaların nasıl düzgün şekilde kaynaklanacağını öğrenmek daha iyidir. Herhangi bir nedenle bu işe yaramazsa, kendiniz deneyebilirsiniz. İlk önce işyerini uygun şekilde organize etmeniz gerekiyor
Bu çok önemlidir, çünkü kaynak işlemi yüksek sıcaklıktır ve bu nedenle yangın için tehlikeli bir işlemdir.
Çalışmak için, yanıcı olmayan malzemeden yapılmış bir tezgah veya başka bir taban seçmeniz gerekir.Ahşap masa ve benzeri ürünler kesinlikle yasaktır. Kaynak yapılacak yerin yakınında yanıcı cisimlerin olmaması arzu edilir.
Olası ateşleme kaynaklarını ortadan kaldırmak için yakınınıza bir kova su koyduğunuzdan emin olun. Ek olarak, kullanılmış elektrotların kalıntılarının saklanacağı güvenli bir yer belirlemeniz gerekir. En küçüğü bile yangın çıkarabilir.
Satışta farklı çaplarda kaynak elektrotları bulabilirsiniz. Kaynak yapılacak metalin kalınlığına göre gerekli çubuk boyutu seçilir.
İlk bağımsız dikişler için gereksiz bir metal parçası hazırlamanız ve bunun için elektrotları seçmeniz gerekir. Uzmanlar bu gibi durumlarda 3 mm çubuk kullanılmasını önermektedir. Daha küçük çap, öğrenmesi zor olan ince sacların kaynağı için kullanılır. Daha büyük çaplı elektrotlar, yüksek ekipman gücü gerektirir.
Dikişin yerleştirileceği metal alanı temizleyerek başlıyoruz. Pas veya herhangi bir kirlilik olmamalıdır.
Parça hazırlandıktan sonra elektrodu alın ve kaynak makinesinin kıskacına sokun. Ardından “topraklama” kelepçesini alıp parçalara sıkıca tutturuyoruz. Kabloyu tekrar kontrol edin. Tutucuya sıkıştırılmalı ve iyi yalıtılmalıdır.
Şimdi kaynak makinesi için çalışma akımı gücünü seçmeniz gerekiyor. Elektrotun çapına göre seçilir. Seçilen gücü kaynak ekipmanının panelinde ayarladık.
Bir sonraki adım arkı ateşlemektir. Bunu yapmak için elektrot iş parçasına yaklaşık 60 ° 'lik bir açıyla getirilmeli ve taban üzerinden çok yavaş bir şekilde geçirilmelidir. Kıvılcımlar olmalı.Bu olur olmaz, elektrodu parçaya hafifçe dokundurun ve hemen 5 mm'den fazla olmayan bir yüksekliğe kaldırın.
Kaynak invertörü işletime hazırdır. Buna iki kablo bağlanır: biri elektrot için bir kelepçe ile, ikincisi topraklama montajı ile
Bu anda, tüm çalışma süresi boyunca korunması gereken ark yanıp söner. Uzunluğu 3-5 mm olmalıdır. Bu, elektrotun ucu ile iş parçası arasındaki mesafedir.




Arkı çalışır durumda tutarken, çalışma sırasında elektrotun yandığı ve kısaldığı unutulmamalıdır. Elektrot iş parçasına çok yakınsa yapışma meydana gelebilir. Bu durumda, onları hafifçe yana sallamanız gerekir. Ark ilk seferde tutuşmayabilir. Belki yeterli akım yoktur, o zaman arttırılması gerekir.
Acemi kaynakçı arkı tutuşturmayı ve çalışır durumda tutmayı öğrendikten sonra, boncuk kaynağına başlayabilirsiniz. Bu, tüm işlemlerin en basitidir. Arkı ateşe verdik ve elektrotu gelecekteki dikiş boyunca çok düzgün ve dikkatli bir şekilde hareket ettirmeye başladık.
Aynı zamanda, küçük bir genlikle hilal benzeri salınım hareketleri gerçekleştiriyoruz. Erimiş metali bir nevi arkın merkezine "tırmık". Böylece, silindire benzer bir düz dikiş almalısınız. Küçük dalga benzeri metal akışları içerecektir. Dikiş soğuduktan sonra, içine ölçek vurulmalıdır.