- Kaynakçılar için kurslar
- Boru kaynağı
- Acemi kaynakçıların hataları
- Kaynak için elektrotlar nasıl seçilir
- ark ateşlemesi
- Bir dikiş nasıl kaynak yapılır
- Dikey dikişlerin kaynağı
- Yatay bir dikiş nasıl kaynak yapılır
- Tavan dikişi
- Elektrik kaynağı için güvenlik önlemleri
- Kaynak için hazırlık
- İpuçları: Kendiniz elektrik kaynağıyla nasıl pişireceğinizi nasıl öğreneceksiniz
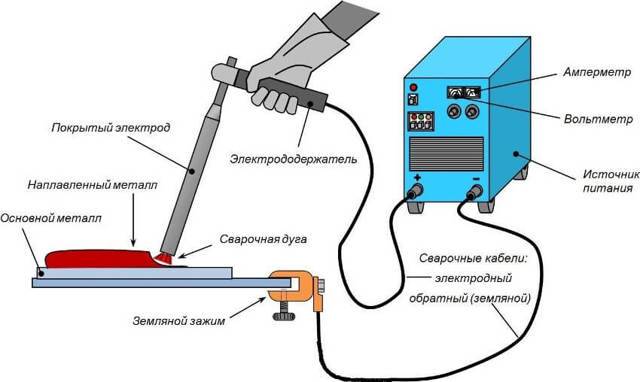
- Manuel ark kaynağı tekniği. Kaynakla nasıl pişirilir
- Ark kaynağı
- Yarı otomatik metal soy gaz kaynağı (MIG)
- Araçlar ve ekipman
- Ekipman türleri
- Araçlar ve ekipman
- Yaygın çaylak hataları
- Kaynak makinesi çeşitleri
- transformatör
- inverterler
- Elektrikli kaynak teknolojisi
- Bir ark nasıl aydınlatılır
- Kaynak hızı
Kaynakçılar için kurslar
Özel kurslarda kaynak konusunda uzmanlaşılabilir. Kaynak eğitimi teorik ve pratik eğitim olarak ikiye ayrılır. Yüz yüze veya uzaktan eğitim alabilirsiniz. Kurslar, yeni başlayanlar için kaynak teknolojisini ve diğer önemli bilgileri öğretir. Önemli olan bir öğretmen gözetiminde uygulamalı derslerde kaynak yaparak yemek yapmayı öğrenme fırsatıdır. Öğrencilere kaynak için mevcut ekipman, elektrot seçimi, güvenlik kuralları hakkında fikir verilir.
Bireysel veya grupla eğitim alabilirsiniz.Her seçeneğin kendi avantajları vardır. Bireysel olarak çalışırken, yalnızca gelecekte faydalı olabilecek bilgilere hakim olabilirsiniz. Ancak bir grup halinde çalışırken, diğer öğrencilerin hatalarının analizini duyma ve böylece ek bilgi edinme fırsatı vardır.
Kursları tamamladıktan ve edinilen bilgi ve pratik becerileri doğrulayan sınavları geçtikten sonra onaylı bir sertifika verilir.
Boru kaynağı
Elektrik ark kaynağı ile, borunun çevresi boyunca uzanan yatay bir dikiş ve yandan uzanan dikey bir dikişin yanı sıra üst ve alt dikişler yapmak mümkündür. En uygun seçenek alt dikiştir.

Duvarların yüksekliği boyunca tüm kenarları kaynak yaparken çelik borular uçtan uca kaynaklanmalıdır. Çalışma sırasında elektrot 45 derecelik bir açıyla kurulmalıdır - bu, ürünlerin içindeki akışı azaltmak için yapılır. Dikişin genişliği 2-3 mm, yükseklik - 6-8 mm olmalıdır. Kaynak üst üste biniyorsa, gerekli genişlik zaten 6-8 mm ve yükseklik 3 mm'dir.
Çalışmaya başlamadan hemen önce hazırlık prosedürlerinin gerçekleştirilmesi gerekir:
- Öğeyi temizlemeniz gerekiyor.
- Borunun kenarları deforme olmuşsa, bunları hizalayın veya bir açılı taşlama makinesiyle veya basit bir taşlama makinesiyle kesin.
- Dikişin geçeceği kenarlar parlak olacak şekilde temizlenmelidir.
Hazırlıktan sonra işe başlayabilirsiniz. Tüm derzlerin sürekli, tamamen kaynak yapılması gerekir. Genişliği 6 mm'ye kadar olan boru bağlantıları 2 kat halinde, 3 kat halinde 6-12 mm genişliğinde ve 4 kat halinde 19 mm'den fazla duvar genişliğinde kaynak yapılır. Ana özellik, boruların cüruftan sürekli temizlenmesidir, yani.tamamlanan her katmandan sonra, onu cüruftan temizlemek ve ancak o zaman yenisini pişirmek gerekir. İlk dikiş üzerinde çalışırken özel dikkat gösterilmelidir, tüm donuklukları ve kenarları eritmek gerekir. İlk katman çatlaklar için dikkatlice kontrol edilir, eğer varsa, eritilmeleri veya kesilmeleri ve tekrar kaynaklanmaları gerekir.
Sonraki tüm katmanlar, boruyu yavaşça döndürerek kaynaklanır. Son katman, ana metale yumuşak bir geçişle kaynaklanır.
Acemi kaynakçıların hataları
Elektrikli kaynakla nasıl pişirileceğini öğrenmek için yeni başlayanların yaptığı ana hataları göz önünde bulundurmanız gerekir:
- Elektrodu çok hızlı hareket ettirmek düzensiz bir dikişe neden olur.
- Dikişin çok yavaş hareketi, metalde delikler ve yanıklar oluşur.
- Çok düzensiz ve düz dikiş. Buradaki ana hata elektrotun açısındadır.
- Metal arızası. Bunun nedeni, metal ile elektrot arasındaki 5 mm'lik boşluğa uyulmaması, yani boşluk çok küçük olmasıdır.
- Aksi takdirde, boşluk çok büyük olduğunda metal kaynamaz.
Yukarıdaki hataların tümü yalnızca en brüt olanlardır. Sadece deneyimle anlaşılabilecek daha birçok nüans var.
İnce duvarlı metal veya profillerin kaynağında dikkatli bir çalışma yaklaşımı gereklidir. İnce parçalar, temizlenmiş bir elektrot uygulanarak ve doğrudan üzerine kaynak yapılarak kaynak yapılabilir.
Demir dışı metallere kaynak yapmak, başka elektrotlar gerektirdiğinden, çarpıcı biçimde farklıdır. Ayrıca özel bir koruyucu ortama ihtiyaç vardır. Artık hemen hemen her metali pişiren evrensel cihazlar satın alabilirsiniz.
İnce duvarlı metallerle çalışmak için yarı otomatik cihazlar da vardır.Özü, özel bir telin birikmesinde yatmaktadır.
Kaynak için elektrotlar nasıl seçilir
Elektrot, kaynak yapılacak iş parçasına akım iletmenizi sağlayan metal bir çubuktur. Çeşitli elektrot markaları vardır, ama kaynak için çelik, 3 mm çapında bir invertör için geleneksel elektrotlar uygundur. Metal ne kadar kalın olursa, kaynak için elektrotların çapı o kadar büyük seçilmelidir.

Kaynak eğitimi için elektrotların yüksek kalitede ve elbette kuru olması çok önemlidir. Nemli elektrotları kullanırken, deneyimli bir kaynakçı için bile ark çarpması ve onu sabit bir durumda tutması çok zordur.
Bu nedenle, kaynak yapmayı öğrenmeye karar verirseniz, bu amaçlar için yalnızca yüksek kaliteli sarf malzemeleri kullanmalısınız.
ark ateşlemesi
Ardından invertörü açmanız gerekir. Elektrik kaynağı için bu en basit prosedür, geçiş anahtarının açılmasıyla gerçekleştirilir. Akım değeri, ünitenin ön panelinde kolayca görülebilecek bir regülatör ile ayarlanmalıdır. Seçilen elektrot için 100 A akım uygundur.Maskeyi indirin ve devam edin.

Her şeyden önce, ark ateşleme becerisini geliştirmeniz gerekir. Yeni elektrotla bu, parça boyunca basitçe kaydırılarak yapılır. Kibritleri nasıl yaktığınızı unutmayın. Elektrot zaten kullanımdaysa, metal yüzeye vurmaları gerekir. Yeni başlayanların elindeki elektrot metale yapışır. Bu, elektrotu keskin bir şekilde yana yatırarak kolayca düzeltilir. Yırtmanın mümkün olmaması durumunda, invertörü kapatmanız gerekir. Daha sonra yapışma noktaları kendiliğinden kaybolacaktır.





Ateşlenen elektrot bir kaynak arkı oluşturur. Bunu korumak için, metale 3-5 mm'lik bir mesafeyi nasıl koruyacağınızı öğrenmeniz gerekir.Yaklaşırken, yapışmanın eşlik ettiği bir kısa devre meydana gelebilir. Uzaklaşırken ark kaybolacaktır.
Bir dikiş nasıl kaynak yapılır
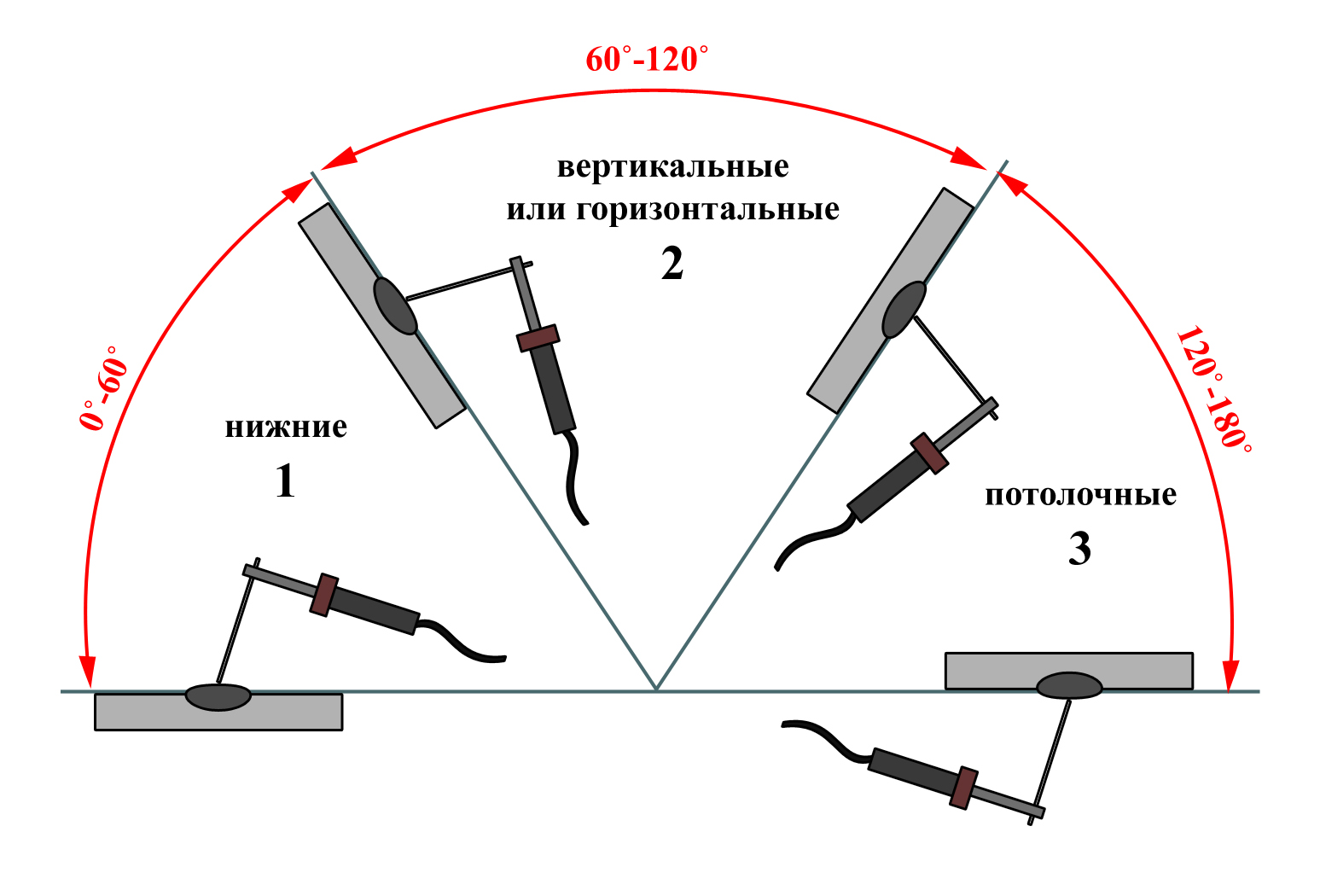
Alt konumda kaynak yaparken, acemi bir kaynakçı için bile zorluk çıkmaz. Ancak diğer tüm hükümler teknoloji bilgisi gerektirir. Her pozisyonun kendi tavsiyeleri vardır. Her türden kaynak yapma tekniği aşağıda tartışılmaktadır.
Dikey dikişlerin kaynağı
Dikey konumda parçaların kaynağı sırasında, erimiş metal yerçekimi etkisi altında aşağı kayar. Damlacıkların çıkmasını önlemek için daha kısa bir ark kullanılır (elektrotun ucu kaynak havuzuna daha yakındır). Bazı ustalar, elektrotlar izin veriyorsa (yapışmaz), genellikle onları parçaya yaslar.
Kaynak yapılacak parçaların kalınlıklarına ve derz tipine göre metal hazırlama (kanal açma) yapılır. Daha sonra, kısa enine dikişler - “püskürtmeler” ile birkaç santimetrelik bir adımla bağlantılı olarak önceden belirlenmiş bir konumda sabitlenirler. Bu dikişler parçaların hareket etmesine izin vermez.
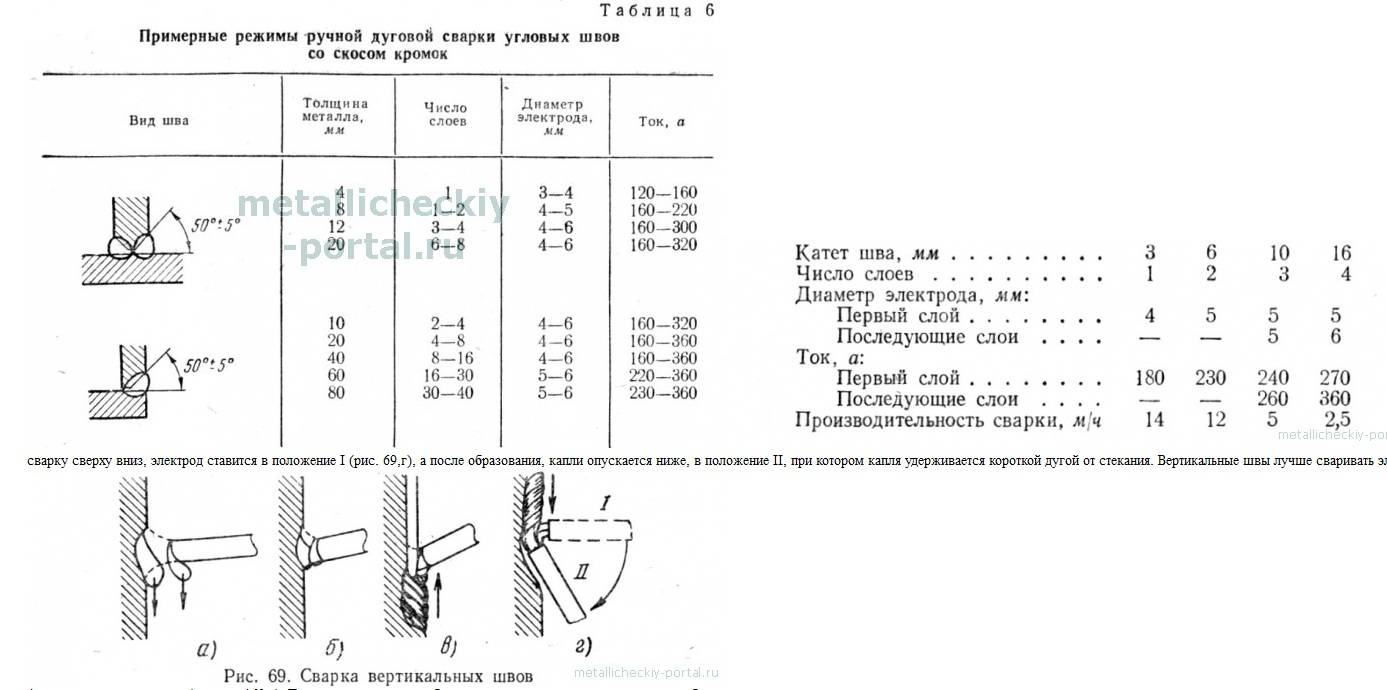
Dikey bir dikiş yukarıdan aşağıya veya aşağıdan yukarıya kaynaklanabilir. Aşağıdan yukarıya çalışmak daha uygundur: ark, kaynak havuzunu bu şekilde yukarı iterek aşağı inmesini engeller. Bu, kaliteli bir dikiş yapmayı kolaylaştırır.
Aşağıdan yukarıya dikey bir dikiş nasıl kaynak yapılır: elektrotun konumu ve olası hareketler
Bu video, elektrotun ayrılmadan aşağıdan yukarıya hareketiyle elektrik kaynağıyla dikey bir dikişin nasıl düzgün şekilde kaynaklanacağını gösterir. Kısa rulo tekniği de gösterilmiştir. Bu durumda, elektrotun hareketleri yatay yer değiştirme olmadan sadece yukarı ve aşağı gerçekleşir, dikiş neredeyse düzdür.
Parçaları bir ark ayırma ile dikey konumda bağlamak mümkündür. Acemi kaynakçılar için bu daha uygun olabilir: ayırma sırasında metalin soğuması için zamanı vardır. Bu yöntemle elektrotu kaynaklı kraterin rafına bile koyabilirsiniz. Daha kolay. Hareketlerin düzeni, kesintisiz olarak neredeyse aynıdır: bir yandan diğer yana, ilmeklerle veya "kısa silindir" ile - yukarı ve aşağı.
Boşluklu dikey bir dikiş nasıl pişirilir, sonraki videoya bakın. Aynı video eğitimi, mevcut gücün dikiş şekli üzerindeki etkisini gösterir. Genel olarak akım, belirli bir elektrot tipi ve metal kalınlığı için önerilenden 5-10 A daha az olmalıdır. Ancak videoda gösterildiği gibi bu her zaman doğru değildir ve deneysel olarak belirlenir.
Bazen dikey bir dikiş yukarıdan aşağıya kaynaklanır. Bu durumda arkı başlatırken elektrotu kaynak yapılacak yüzeylere dik tutun. Bu konumda ateşlemeden sonra metali ısıtın, ardından elektrodu indirin ve bu konumda pişirin. Dikey bir dikişi yukarıdan aşağıya kaynak yapmak çok uygun değildir, kaynak havuzunun iyi kontrolünü gerektirir, ancak bu şekilde iyi sonuçlar elde edebilirsiniz.
Yukarıdan aşağıya elektrik kaynağı ile dikey bir dikiş nasıl kaynak yapılır: elektrotun konumu ve ucunun hareketi
Yatay bir dikiş nasıl kaynak yapılır
Dikey bir düzlemde yatay bir dikiş hem sağdan sola hem de soldan sağa yapılabilir. Kimin için daha uygun olduğu fark etmez, böyle yemek yapar. Dikey bir dikiş kaynağı yaparken olduğu gibi, banyo aşağı inme eğiliminde olacaktır. Bu nedenle elektrotun eğim açısı oldukça büyüktür. Hareket hızına ve mevcut parametrelere bağlı olarak seçilir.Ana şey, banyonun yerinde kalmasıdır.
Yatay dikişlerin kaynağı: elektrot konumu ve hareketleri
Metal aşağı akarsa, metali daha az ısıtarak hareket hızını artırın. Başka bir yol ark kırılmaları yapmaktır. Bu kısa aralıklarla metal biraz soğur ve akmaz. Ayrıca akımı biraz azaltabilirsiniz. Sadece tüm bu önlemler aşamalı olarak uygulanır ve hepsi bir kerede uygulanmaz.
Aşağıdaki video, metalin yatay konumda nasıl düzgün şekilde kaynaklanacağını gösterir. Videonun dikey dikişlerle ilgili ikinci kısmı.
Tavan dikişi
Bu tip kaynaklı bağlantı en zorudur. Yüksek beceri ve kaynak havuzunun iyi kontrolünü gerektirir. Bu dikişi gerçekleştirmek için elektrot tavana dik açılarda tutulur. Ark kısa, hareket hızı sabit. Dikişi genişleten esas olarak dairesel hareketler yapın.








Elektrik kaynağı için güvenlik önlemleri
Metalin elektrik kaynağına yalnızca ısı, kıvılcım vb. Yayılması eşlik etmez. Yanlış kullanılırsa, kolayca elektrik çarpması alabilirsiniz.
Bu nedenle elektrot tutucuyu ilk kez tutmadan önce aşağıdaki gereksinimleri yerine getirin:
- Gözlerini koru. Bu amaçlar için, kaynakçılar veya öncülleri için özel maskeler, ışık filtreli kalkanlar;
- Tulumla çalışıldığından emin olun, yanmaz malzemeden yapılmış olmalı, kollar ve bacaklar örtülmeli;
- Lastikli ayakkabı ve eldivenler, kaynakçı tozlukları kullanın. Bu şekilde elektrik çarpması riskini en aza indirirsiniz.
Elektrik kaynağının diğer şeylerin yanı sıra elektrik çarpması nedeniyle de tehlikeli olduğunu unutmamalıyız. Bu nedenle, hafif yağmur yağdığında bile sokakta kaynak yaparak yemek pişirmek mümkün değildir. Ayrıca akaryakıt, gaz vb. kaplarda yemek pişiremezsiniz.Kollarınızı ve bacaklarınızı korumak için daima lastikli tulum giyin.

Bugün, ev kaynağı için en sık invertörler kullanılmaktadır. Bunlar çelik, dökme demir ve paslanmaz çeliği kaynaklayabilen hafif ve mobil cihazlardır.
Kaynak için hazırlık
Elektrikli kaynak eğitimi, biraz eğitim gerektiren pratik bir süreçtir. Her şeyden önce, güvenlikle ilgilenmeniz gerekir. Bir kaynakçının işi oldukça tehlikelidir:
- Erimiş metal sıçramalarından kaynaklanan yanık olasılığı;
- Yüksek sıcaklıklarda toksik salgılarla zehirlenme;
- Elektrik çarpması olasılığı;
- Güvenlik gözlükleri takılmadığında göz yaralanması.

Elektrikli kaynak için doğru ekipman ve ekipman seçimi, güvenli bir işlemin anahtarıdır. Kaynak işleri için ihtiyacınız olacak:
Vücudu, kolları ve bacakları tamamen kaplayan yoğun kumaştan yapılmış takım;
Gözleri korumak için özel gözlükler kullanılabilir ancak maskelere dikkat etmenizi öneririz. Ayrıca yüzü koruyacaklar ve kaynak işleminde daha güvenli olacaklar;
Kaynak için kaliteli ekipman;
elektrotlar;
Olası yangınları ortadan kaldırmak için bir kova su;
Kaynak için doğru nokta
Dışarıda kalmak ve yakındaki tüm yanıcı nesneleri uzaklaştırmak tercih edilir.
Modern pazar, çeşitliliği üç ana tipe kadar uzanan geniş bir elektrikli kaynak makinesi yelpazesini temsil eder:
- Kaynak için alternatif akımı dönüştüren bir transformatör. Bu tür kaynak makinesi genellikle sabit bir elektrik arkı vermez, ancak çok fazla voltaj tüketir;
- Doğrultucu, tüketici ağından doğru akıma dönüşür.Bu cihazlar, yüksek stabiliteye sahip bir elektrik arkı elde etmeyi sağlar;
- İnverter, ev ağından gelen akımı kaynak için doğru akıma dönüştürmenize olanak tanır. Bu üniteler, ark ateşleme kolaylığı ve yüksek verimlilik ile karakterize edilir.
Yeni başlayanlar için kaynak: video eğitimleri - nüansları izleyin ve öğrenin.
Yeni başlayanların, bir sarf malzemesi bileşimi ile kaplanmış katı çubuklar gibi elektrotları seçmeleri önerilir. Acemi bir kaynakçının bu tür elektrotlarla eşit bir dikiş yapması daha kolay olacaktır. Yeni başlayanlar için çubukların boyutu 3 mm'dir.
İpuçları: Kendiniz elektrik kaynağıyla nasıl pişireceğinizi nasıl öğreneceksiniz
Kaç elektrot gerektiğini, hangilerini kullanmanız gerektiğini biliyorsanız ve ürün çok büyük olmamak şartıyla 1 günde kendi başınıza metal bir yapıyı kaynaklamak oldukça mümkündür.
Ve kendi başınıza yemek yapmayı öğrenmek için aklınızda bulundurmanız gereken başka şeyler:
Bir kaynakçının sadece doğru çalışması değil, aynı zamanda temelleri, özellikle belirli bir malzeme için hangi çalışma modunun gerekli olduğunu öğrenmesi önemlidir, çünkü metal çelik, alaşımlar veya metalin rengi gibi kumaşlar olabilir. .
Belirli bir dikiş yapabileceğiniz yöntemleri incelediğinizden emin olun.
Elektrot ve kaynak teli seçimine doğru yaklaşmak gerekir.
Başlangıçta en yüksek kategoride bir profesyonel olmanız gerekmiyorsa, video eğitimlerini, dikişli çizimleri izlerseniz ve ayrıca profesyonellerin tavsiyelerini incelerseniz, kendiniz kaynak yapmayı öğrenebilirsiniz. Eğitim uzun olacak, ancak muhtemelen üretken olacak, özellikle de yavaş yavaş dikişler üretmeye çalışırsanız, iş deneyimi miktarını artıracaksınız.

Teknik, uzun süreli yüklere dayanabileceğinden, birçok kişi bir resant kullanmayı tercih eder ve bu da konuyu hızlı bir şekilde sona erdirmenizi sağlar. Kaynakla çalışmak için ilk denemelerde, gerçek bir invertör kullanmak daha iyidir ve ancak o zaman, büyük deneyimle başka herhangi bir cihazla mümkündür. Elektrotlarla ilgili olarak "3" seçilmesi tavsiye edilir. Kullanımları kolaydır ve en önemlisi elektrik şebekesine aşırı yüklenmezler.
Genel olarak, kaynak ekipmanı türlere ayrılır - transformatör, doğrultucu, invertör. Popülerlik neden invertörlerin arkasında kalıyor? Kompakt, hafif ve yeni başlayanlar için kullanımı çok kolaydır. Kaynak öğrenmenin ilk adımlarında, görevi karmaşıklaştırmamak için daha basit metal türleri ve tercihen elementler almaya değer.






Kaynak yapmadan önce şunları hazırlamanız gerekir:
- su ile kova;
- Cüruf çalkalamak için çekiç;
- demir fırça;
- Yüz ve boyun bölgesini koruyan maske;
- Tuvalin tutuşmasını ve yanmasını önleyen bir bileşim ile emprenye edilmiş özel kumaştan yapılmış eldivenler;
- Uzun kollu özel kıyafetler.
Kaynaklı işin bir yangın tehlikesi olduğunu ve bu nedenle ciddi sonuçları dışlamak için yakınlarda yanıcı veya yanıcı nesnelerin bulunması kesinlikle yasaktır.
Manuel ark kaynağı tekniği. Kaynakla nasıl pişirilir
Pratik alıştırmalara geçmeden önce güvenlik önlemlerini bir kez daha hatırlatmak isterim. Çalışma yerinin yakınında ahşap tezgahlar ve yanıcı malzemeler bulunmamalıdır. İş yerine mutlaka bir kap su koyun. Yangın riskinin farkında olun.
Kaynakla nasıl düzgün kaynak yapılacağını anlamak için, dikkatinize ayrıntılı talimatlar ve kaynak işleminin bir videosunu sunuyoruz.
İlk önce yayı vurmayı deneyin ve gerekli süre boyunca tutun. Bunu yapmak için tavsiyemize uyun:
- Metal fırça ile kaynak yapılacak parçaların yüzeylerinin kir ve pastan temizlenmesi gerekir. Gerekirse kenarları birbirine ayarlanır.
- Doğru akımla elektrik kaynağıyla doğru şekilde pişirmeyi öğrenmek en iyisidir, bu nedenle “pozitif” terminali parçaya bağlayın, elektrotu kelepçeye takın ve kaynak makinesinde gerekli akım gücünü ayarlayın.
- Elektrodu iş parçasına göre yaklaşık 60°'lik bir açıyla eğin ve yavaşça metal yüzeyin üzerinden geçirin. Kıvılcım çıkarsa, elektrik arkını ateşlemek için çubuğun ucunu 5 mm kaldırın. Elektrotun kenarındaki bir kaplama veya cüruf tabakası nedeniyle kıvılcım alamamış olabilirsiniz. Bu durumda, elektrikli kaynakla nasıl düzgün kaynak yapılacağına ilişkin videoda önerildiği gibi elektrotun ucu olan parçaya dokunun. Ortaya çıkan ark, tüm kaynak işlemi boyunca 5 mm'lik bir kaynak boşluğu ile korunur.
- Ark çok isteksizce yanıyorsa ve elektrot sürekli metal yüzeye yapışıyorsa akımı 10-20 A artırın. Elektrot yapışırsa, tutucuyu muhtemelen zorla bile olsa bir yandan diğer yana sallayın.
- Çubuğun her zaman yanacağını unutmayın, bu nedenle yalnızca 3-5 mm'lik bir boşluğu korumak, sabit bir ark tutmanıza izin verecektir.
Bir yayı nasıl vuracağınızı öğrendikten sonra, bir yandan diğer yana 3-5 mm genlikli hareketler yaparken elektrotu yavaşça kendinize doğru hareket ettirmeye çalışın.Eriyiği çevreden kaynak havuzunun merkezine doğru yönlendirmeye çalışın. Yaklaşık 5 cm uzunluğunda bir dikiş kaynağı yaptıktan sonra elektrotu çıkarın ve parçaları soğumaya bırakın, ardından cürufu düşürmek için bağlantı noktasına bir çekiçle vurun. Doğru dikiş, kraterler ve homojen olmayanlar olmadan monolitik dalgalı bir yapıya sahiptir.
Dikişin saflığı doğrudan arkın boyutuna ve kaynak sırasında elektrotun doğru hareketine bağlıdır. Koruyucu filtreler kullanılarak filme alınan kaynakla nasıl pişirileceğine dair bir video izleyin. Bu tür videolarda, yüksek kaliteli bir dikiş elde etmek için arkı nasıl koruyacağınızı ve elektrotu nasıl hareket ettireceğinizi açıkça görebilirsiniz. Aşağıdaki tavsiyelerde bulunabiliriz:
- Arkın gerekli uzunluğu, çubuğun eksen boyunca öteleme hareketi ile korunur. Eritme sırasında, elektrotun uzunluğu azalır, bu nedenle, gerekli açıklığı gözlemleyerek tutucuyu çubukla sürekli olarak parçaya yaklaştırmak gerekir. Yemek yapmayı öğrenmekle ilgili sayısız videoda vurgulanan şey budur.
- Elektrotun uzunlamasına hareketi, genişliği genellikle çubuğun çapından 2-3 mm daha büyük olan ve kalınlık, hareket hızına ve akım gücüne bağlı olan filament silindiri olarak adlandırılan bir tortu oluşturur. İplik silindiri gerçekten dar bir kaynaktır.
- Dikişin genişliğini arttırmak için elektrot, salınımlı ileri geri hareketler gerçekleştirerek çizgisi boyunca hareket ettirilir. Kaynağın genişliği, genliklerinin büyüklüğüne bağlı olacaktır, bu nedenle genliğin büyüklüğü belirli koşullara göre belirlenir.
Kaynak işlemi, karmaşık bir yol oluşturmak için bu üç hareketin bir kombinasyonunu kullanır.
Elektrikli kaynakla nasıl kaynak yapılacağına ilişkin videoyu inceledikten ve bu tür yörüngelerin şemalarını inceledikten sonra, parçaların dikey veya tavan düzenlemesi vb. ile örtüşme veya alın kaynağı için hangisinin kullanılabileceğini anlayabilirsiniz.
Çalışma sırasında elektrot er ya da geç tamamen erir. Bu durumda kaynak durdurulur ve tutucudaki çubuk değiştirilir. Çalışmaya devam etmek için cüruf düşürülür ve dikişin sonunda oluşan kraterden 12 mm mesafede bir yay ateşe verilir. Daha sonra eski dikişin ucu yeni bir elektrot ile birleştirilir ve çalışmaya devam edilir.
Ark kaynağı
Manuel ark kaynağı, ulusal ekonominin tüm sektörlerinde ve günlük yaşamda metal yapıların elemanlarını birleştirmek için yaygın olarak kullanılmaktadır. Diğer kaynaklı bağlantı türlerine kıyasla ayırt edici özellikleri şunlardır:
- Elektrotlar olan kaynak makinesi ve sarf malzemelerinin nispeten düşük maliyeti.
- Paslanmaz alaşımlar da dahil olmak üzere yaygın metal sınıflarından yüksek kaliteli kaynaklı bağlantıların elde edilmesi.
- Ulaşılması zor birçok yerde kaynak yapma yeteneği - bu, ekipmanın elektriğe bağlanmasının düşük ağırlığı ve kolaylığı ile kolaylaştırılmıştır.

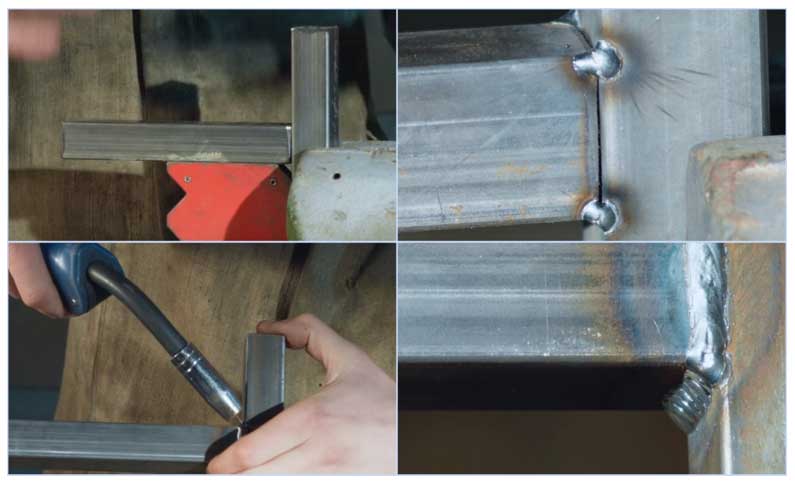
Pirinç. 7 İnce bir profil borunun kaynağı - dikiş tipi
Elektrik ark kaynağı kullanarak iş yapmak aşağıdaki adımlardan oluşur:
- Boruların uçları kaynak için hazırlanır, bunun için pastan temizlenir, daha sonra boşluklar, dikişi erimiş elektrottan metalle doldurmak için gerekli mesafeye ayarlanır, bunun için genellikle özel cihazlar kullanılır.
- Kaynak makinesi çalıştırılır, yerleşik göstergeye göre gerekli akım ayarlanır, elektrot kaynak makinesine bağlı tutucuya yerleştirilir, ikinci uç boruya sabitlenir.
- Kaynak yapılacak parçaların birbirine göre konumu, nokta kaynağı (puntalar) ile sabitlenir, ardından koruyucu giysi, maske ve kaynakçı eldivenleri kullanılarak elektrik kaynağı yapılır.
- Çalışma sonunda tufal yere indirilir ve metal bir fırça ile dikiş yeri temizlenir.
Yarı otomatik metal soy gaz kaynağı (MIG)
Modern teknolojiler sayesinde, profil ürünlerini çok fazla deneyim ve uzun yıllar kaynakçı olarak eğitim gerektirmeyen ev koşullarında en basit şekilde kaynak yapmak mümkün hale geldi.
Pirinç. 8 MIG nasıl çalışır?
Yarı otomatik soy gaz kaynağı (MIG), geleneksel ark kaynağının geliştirilmesinde evrimsel bir adımdır ve aşağıdaki avantajlara sahiptir:
- Elektrot yerine 0,6 ila 1,2 mm çapında özel bir tel torç aracılığıyla kaynak havuzuna otomatik olarak beslenir, makaralara sarılır - bu işlemi otomatikleştirir ve elektrot değiştirme süresini azaltır.
- Tel ile birlikte, kaynak manşonundan brülöre bir soy gaz (genellikle bir karbon dioksit ve argon karışımı) verilir - bu, cüruf oluşumunu önler ve kaynağın kalitesini iyileştirir.
Bu teknoloji sayesinde yarı otomatik kaynak, elektrik ark kaynak makinelerine göre aşağıdaki avantajlara sahiptir:
- 0,5 mm kalınlığında ince iş parçalarını kaynak yapmanızı sağlar.
- Çelik, paslanmaz çelik, dökme demir, alüminyum ve demir dışı metalleri pişirir.
- İş yaparken cüruf yoktur ve neredeyse hiç duman yoktur - bu sağlığa daha az zararlıdır, elektrik ark yöntemlerine kıyasla dikişin kalitesini iyileştirir.
MIG'nin dezavantajları arasında hacimlilik (büyük bir gaz silindiri ve brülöre bir tel besleme sistemi gereklidir) ve kaynak bölgesinden gaz üfleyen kuvvetli rüzgarlarda çalışmanın imkansızlığı bulunur.
Pirinç. 9 Inert gaz ortamında ince duvarlı profil boruların kaynağı
Araçlar ve ekipman
Manuel ark kaynağı tekniği nispeten basittir ve özel ekipman ve elektrotlar kullanılarak gerçekleştirilir. Ayrıca yardımcı araçlara ve koruyucu ekipmanlara da ihtiyacınız olacak.





Ekipman türleri
Kendin yap ark kaynağı için kullanılabilecek üç tür cihaz vardır:
- transformatörler. Bu tür cihazların çalışma prensibi alternatif akıma dayanmaktadır. Oldukça ağır olduklarına, genel elektrik şebekesinde ani voltaj değişikliklerine neden olabileceklerine ve çok gürültülü olduklarına dikkat edilmelidir. Bir transformatörde düz bir dikiş yapmak oldukça zordur, sadece deneyimli kaynakçılar yapabilir. Ancak acemi ustalar bir transformatör kullanarak ark kaynağı konusunda eğitilirse, diğer ekipmanlarla çalışmak çok daha kolay olacaktır;
- doğrultucular. Cihazların çalışması yarı iletken diyotlar ile sağlanmaktadır. Bu tip üniteler, alternatif akımı doğru akıma dönüştürür. Bunlar çok yönlü cihazlardır. Hemen hemen tüm elektrotlar onlar için uygundur ve farklı metaller üzerinde kaynak yapılabilir. Bir transformatör ile karşılaştırıldığında, kaynak işlemi çok daha kolaydır ve ark kararlılığı korunur;
- invertörler. Neredeyse sessizce çalışırlar. Kompaktlık ve otomatik ayar sistemi sayesinde kullanımı kolaydır.Çalışma sırasında cihaz, alternatif akımı dönüştürerek yüksek güçlü bir doğru akım üretir.
Tüm cihazlar arasında invertörler en iyisi olarak kabul edilir. Güç dalgalanmalarında bile sabit bir ark oluştururlar ve çok işlevlidirler.
Araçlar ve ekipman
Elektrik ark kaynağı ile kaynak yapmadan önce öncelikle kişisel koruyucu ekipman ve aletleri hazırlamalısınız:
- kaynak ve elektrotlar için aparat. Kaynak becerilerini yeni öğrenenler daha fazla elektrot hazırlamalıdır;
- yardımcı araçlar. Ark kaynağı tekniği, kaynak sırasında ortaya çıkan cürufun çıkarılmasını içerir ve bunun için metal için bir çekiç ve fırçaya ihtiyacınız vardır;
- koruyucu kıyafet. Yoğun malzemelerden yapılmış özel maske, eldiven ve koruyucu giysi olmadan kaynak yapmaya başlamayın. İnsan güvenliği onlara bağlı olduğundan, bu tür araçları ihmal etmeye değmez.
Cihazla ilk kez çalışıyorsanız ve manuel ark kaynağı ile nasıl düzgün kaynak yapılacağını öğrenmek istiyorsanız, eğitim metal elemanlarını önceden hazırlamanız önerilir.
Yaygın çaylak hataları
Ark kaynağı şeması.
Acemi kaynakçıların kaynak ekipmanının kullanımıyla ilgili temel bilgileri bilmemesinden kaynaklanan hatalar yapması yaygındır. Örneğin, yeni başlayanlar, bir invertör ile kaynak yapmak için doğru polariteyi nasıl seçeceklerini bilemeyebilirler, bu da zayıf bağlantı oluşumuna ve hatta parçanın yanmasına neden olur.
Aşağıdaki ana hatalar ayırt edilebilir:
- güvenlik önlemlerinin ihmali;
- yanlış kaynak makinesi seçimi;
- düşük kaliteli veya hazırlıksız elektrotların kullanılması;
- deneme dikişleri olmadan çalışın.
Yeni başlayanlar için, Resant'ı kaynak yaparak pişirirseniz, bir özellik ayrıca belirtilmelidir. Bu ekipman çok popülerdir, ancak kısa bağlantı kablolarına sahiptir, bu da kullanımı uygun olmayabilir.
Kaynak makinesi çeşitleri
Piyasada çeşitli tiplerde çok sayıda kaynak makinesi modeli bulunmaktadır.
Tüm çeşitlerinden:
- transformatörler;
- doğrultucular;
- invertörler;
- yarı otomatik;
- otomatik makineler;
- plazma;
Bir ev atölyesinde, transformatörler en çok ucuzlukları ve invertörleri basitlikleri ve kullanım kolaylıkları nedeniyle kullanılır. Geri kalanı, ya sadece üretimde elde edilebilen özel çalışma koşulları ya da özel eğitim ve uzun vadeli beceri kazanımı gerektirir.
transformatör
Bu tür cihazların cihazı son derece basittir - sekonder sargısında çalışan bir elektrik devresinin dahil olduğu güçlü bir düşürme transformatörüdür.

trafo kaynak makinesi
Transformatör Avantajları:
- tevazu;
- hayatta kalma;
- basitlik;
- ucuzluk
Kusurlar
- çok büyük ağırlık ve boyutlar;
- düşük ark kararlılığı;
- alternatif akımla çalışmak;
- güç dalgalanmalarına neden olur.
Böyle bir cihaz, kaynakçıdan beceri ve kapsamlı deneyim gerektirir. Acemi bir kaynakçıya nasıl düzgün kaynak yapılacağını öğretmek için uygun değildir.
inverterler
İnverter aparatı çok daha karmaşık bir tasarıma sahiptir. Evirici ünitesi, giriş şebeke voltajını tekrar tekrar dönüştürerek parametrelerini gerekli olan değerlere getirir. Yüksek frekanslı akımın dönüştürülmesi nedeniyle, transformatörün boyutları ve ağırlığı birçok kez daha küçüktür.

çevirici
İnvertörün avantajları:
- düşük ağırlık ve boyutlar;
- devrede stabilize voltaj ve akım;
- yapışma önleyici ve sıcak başlatmanın ek işlevleri;
- akım ve ark parametrelerinde ince ayar yapma yeteneği;
- besleme ağında voltaj dalgalanmalarına neden olmaz.
İnvertörün dezavantajları da vardır:
- yüksek fiyat;
- düşük donma direnci.
Doğru şekilde nasıl pişirileceğini öğrenmek, bir invertörle başlamak en iyisidir. Ark parametrelerinin kararlılığı ve başlatmayı kolaylaştıran ve "yapışmayı" önleyen ek özellikler, yeni başlayanların dikişe odaklanmasını ve teknolojide hızlı bir şekilde ustalaşmasını sağlayacaktır.



Elektrikli kaynak teknolojisi
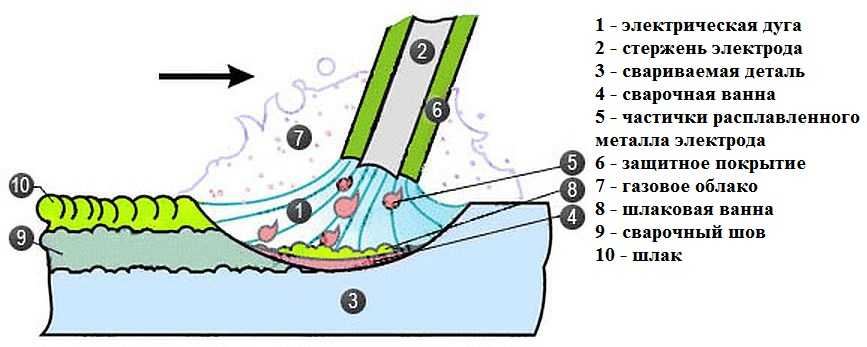
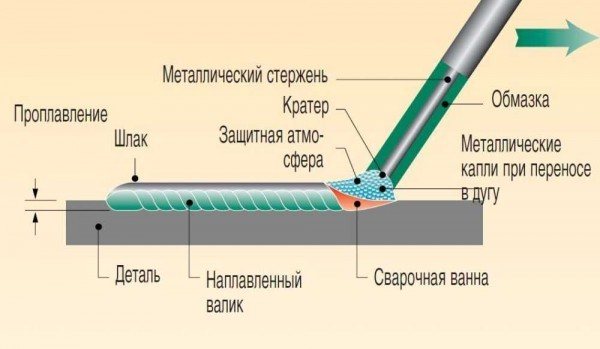
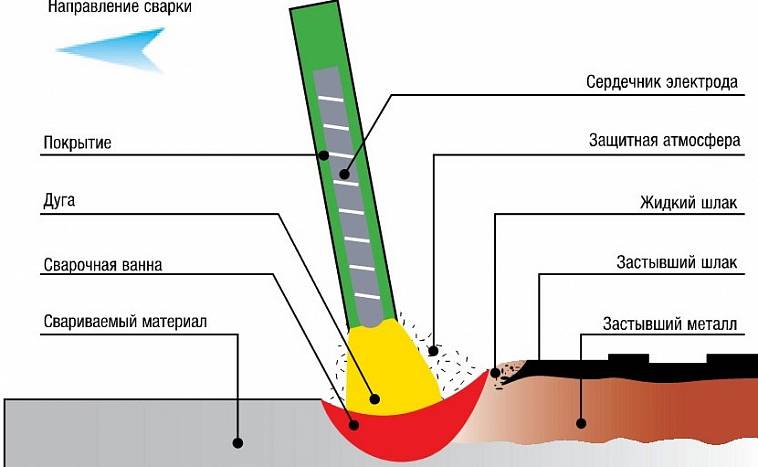
Elektrik kaynağı, metalin erimesinin üzerinde, yüksek sıcaklıkların etkisi altında meydana gelen bir işlemdir. Kaynak işlemi sonucunda, erimiş elektrot ile doldurulan metal yüzey üzerinde kaynak havuzu adı verilen bir kaynak havuzu oluşur ve böylece bir kaynak oluşur.
Bu nedenle, elektrik kaynağının uygulanması için ana koşullar, elektrot arkını tutuşturmak, kaynak yapılacak iş parçaları üzerindeki metali eritmek ve kaynak havuzunu bununla doldurmaktır. Görünüşe göre, tüm basitlik içinde, hazırlıksız bir kişinin bunu yapması çok zor. İlk olarak, elektrotun ne kadar hızlı yandığını anlamanız gerekir ve bu, çapına ve akım gücüne bağlıdır ve ayrıca metal kaynağı sırasında cürufu ayırt edebilmeniz gerekir.
Ek olarak, kaynağın düzgün ve güvenilir olması, kopma yüklerine dayanabilmesi için kaynak sırasında (yan yana) düzgün bir hız ve elektrotun doğru hareketini sağlamak gerekir.
Bir ark nasıl aydınlatılır
Elektrik kaynağının geliştirilmesine başlamak, arkın doğru şekilde ateşlenmesi ile olmalıdır.Eğitim en iyi gereksiz bir metal parçası üzerinde yapılır, ancak paslı olmamalıdır, çünkü bu görevi ciddi şekilde karmaşıklaştıracak ve acemi bir kaynakçının kafasını karıştırabilir.
Bir ark başlatmanın iki basit yolu vardır:
- Elektrota iş parçasının yüzeyinde hızlıca dokunarak ve ardından 2-3 mm'lik bir mesafeye kadar çekerek. Elektrodu yukarıdaki metalden kaldırırsanız ark kaybolabilir veya çok dengesiz hale gelebilir;
- Elektrodu kaynak yapılacak iş parçasının yüzeyine kibrit yakıyormuş gibi vurmak. Elektrotun ucu ile metale dokunmak ve ark tutuşana kadar yüzeyden (kaynak alanına doğru) 2-3 cm çekmek gerekir.
Ark ateşlemenin ikinci yöntemi, en basit olduğu için yeni başlayan elektrik kaynakçıları için en uygun yöntemdir. Ayrıca, metal üzerinde kısa süreli rehberlik, elektrotu ısıtır ve daha sonra onunla pişirmek çok daha kolay hale gelir.
Arkın ateşlenmesinden sonra, 0,5 cm'den fazla olmayan bir mesafede iş parçasının yüzeyine mümkün olduğunca yakın tutulmalıdır Ek olarak, bu mesafe her zaman yaklaşık olarak aynı tutulmalıdır, aksi takdirde kaynak çirkin ve düzensiz olmak.
Kaynak hızı
Elektrotun hızı, kaynak yapılan metalin kalınlığına bağlıdır. Buna göre, ne kadar ince olursa, kaynak hızı o kadar hızlı olur ve bunun tersi de geçerlidir. Bu konudaki deneyim, bir ark yakmayı öğrendiğinizde ve az ya da çok pişirmeye başladığınızda zamanla gelecektir. Aşağıdaki resimler, kaynağın hangi hızda yapıldığını anlayabileceğiniz açıklayıcı örnekler göstermektedir.
Yavaşsa, kaynak dikişi kalınlaşır ve kenarları kuvvetli bir şekilde erir.Aksine, elektrot çok hızlı sürülürse, dikiş düzensiz olduğu kadar zayıf ve incedir. Doğru kaynak hızında metal kaynak havuzunu tamamen doldurur.
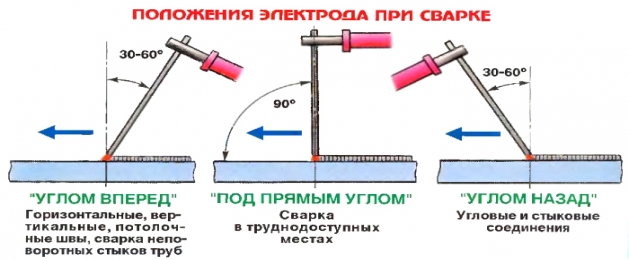
Ek olarak, kaynak yaparken elektrotun metal yüzeye göre doğru açısını izlemeniz gerekir. Açı yaklaşık 70 derece olmalıdır ve gerekirse değiştirilebilir. Kaynağın oluşumu sırasında, elektrotun hareketi bir yandan diğer yana uzunlamasına, öteleme ve salınım olabilir.
Bu elektrot yönlendirme tekniklerinin her biri, istenen dikişi elde etmenize, genişliğini azaltmanıza veya artırmanıza ve ayrıca diğer bazı parametreleri değiştirmenize olanak tanır.